English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Šī pieredze galvenokārt ir sākotnējiem redzēt un praktizēt mācīšanos. Tāpēc, ka neviens tiešsaistē par šiem jautājumiem nav rakstīts, bet šīs pamatnostādnes patiešām ir ļoti svarīgas.

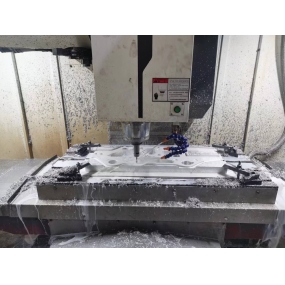
CNC mehānismu process
1. Veikt materiālu ~ Pārbaudiet, vai apstrādājamajam rasējumam atbilst materiāla garums, platums, augstums, materiāls un sērijas numurs
2 clamps~Pay attention to the placement of the workpiece, is it placed the same as the drawing? Vai tas ir saspiests? Vai Ma Zai un Pi Shi pārstrādes diapazonā un vai tie pārsniedz diapazonu? Vai tas nonāks nožā?
3. Cietās iekārtas 0,03mm robežās un precizitātes iekārtas 0,01mm robežās.
4 punkti vidējā ~Atrodiet salīdzinājuma pozīciju un atkal pārbaudiet to vidū. Atjaunot 5 mm lielākajam galam un 2 mm mazākajam galam.
5 nožeru pāri
CNC iekārtu centra sekvences noteikšana
Vispārēji runājot, pārstrādes secības kārtība būtu jāapsver, pamatojoties uz daļu struktūru un stāvokli, kā arī nepieciešamību novietot un klampināt, pievēršoties uzmanībai, lai nodrošinātu, ka darba gabala stingrība netiek apdraudēta. Rīkojumam parasti jāievēro šādi principi:
1. Iepriekšējā procesa KNK iekārtas nedrīkst ietekmēt nākamā procesa pozīciju un sajaukšanu, un, ja vidū ir savstarpēji savstarpēji savstarpēji savstarpēji savstarpēji savstarpēji savstarpēji savstarpēji savstarpēji apsvērti mehānismi, jāņem vērā arī visaptverošs apsvērums.
2. Pirmkārt, turpināt iekšējo kavitātes mehānismu procesu un pēc tam turpināt ārējo mehānismu procesu.
3. It is best to connect the CNC Machining process with the same positioning, clamping method or the same tool to reduce the number of repeated positioning, tool changing, and moving the pressure plate.
4. Daudzos procesos, kas veikti vienā un tajā pašā iekārtā, pirmkārt ir jānosaka process ar minimālo stingru kaitējumu darbam.

Kādiem aspektiem jāvelta uzmanība, nosakot darba gabalu klampēšanas metodi?
When determining the positioning reference and clamping scheme, the following three points should be noted:
1. centieni panākt konsekvenci projektēšanas, procesa un plānošanas aprēķinos.
2. Try to minimize the number of clamping times and achieve CNC machining of all the surfaces to be machined after one positioning.
3. Izvairieties no manuālo pielāgošanas plānu izmantošanas, kas nodarbojas ar mašīnu.
4. Stiklam jābūt atvērtam, un tā novietošanas un klampēšanas mehānisms nedrīkst ietekmēt instrumentu ceļu CNC mašīnās (piemēram, sadursmes). Sajaucoties šādām situācijām, to var sajaukt, izmantojot plāksnītes vai pievienojot apakšplāksnītes skrūves.
Ražošanas process, kā arī darba gabala klasifikācijas un pozīcijas standarti, var šķist parasti, bet faktiski ir pirmais solis efektīvā ražošanā. Strikta kontrole avotā ir galvenais augstas kvalitātes produktu svars.