

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. ir viens no galvenajiem profesionāliem Ķīnas precīzu metāla daļu ražotājiem, kas izveidoti 2006. gadā.
Procesa ievadīšana: metāla zīmogs ir metāla pārstrādes metode, kas pamatojas uz metāla plastmasas deformāciju. Tā izmanto gliemenes un zīmogiekārtas, lai piemērotu spiedienu loksnes metālam, kas izraisa loksnes metāla deformāciju vai nošķiršanu plastmasā, tādējādi iegūstot detaļas (zīmogotās daļas) ar noteiktu formu, izmēru un darbību. Tehnoloģiju veidošanai ir svarīga nozīme automobiļu struktūru ražošanas procesā.
Metāla zīmogu var izmantot, lai apstrādātu slīpumu metāla formas, un moldu pārstrādes prasības ir salīdzinoši augstas, un šis process ir piemērots tikai liela mēroga ražošanai. Šim procesam ir augsta precīzība pārstrādē, un būtiska biezuma izmaiņas nav ievērojamas. Ja dziļuma un diametra attiecība samazinās, mašīnas process ir ļoti līdzīgs dziļajam rasējumam, un neviens no šiem mašīnas procesiem būtiski samazina materiāla biezumu.
Saskaņā ar progresīviem instrumentiem liela daļas ražošana prasa, lai visaptveroši izmantotu vairāku veidošanas un samazināšanas procesus. A series of molds are essential in rapid processing. Mašīnu daļu procesā dažkārt ir nepieciešams veikt otru darbību iepriekš izveidotajās daļās. Dažas daļas var pieprasīt 5 vai vairāk darbību, kas atspoguļo procesu daudzumu. Šis process var apstrādāt metāla loksnes cilindriskā, koniskā un pusfēriskā formā. Bieži iespiedumu un spiedienu kombinācija procesā nodrošin a visam dizainparaugam plašu izvēles iespēju klāstu, piemēram, mehānizējot šķērsgriezuma malas, asimetriskos riteņus un formas ar perforācijām, šī procesa atšķirīgās iezīmes ir ievērojamas.
Tehniskā apraksta 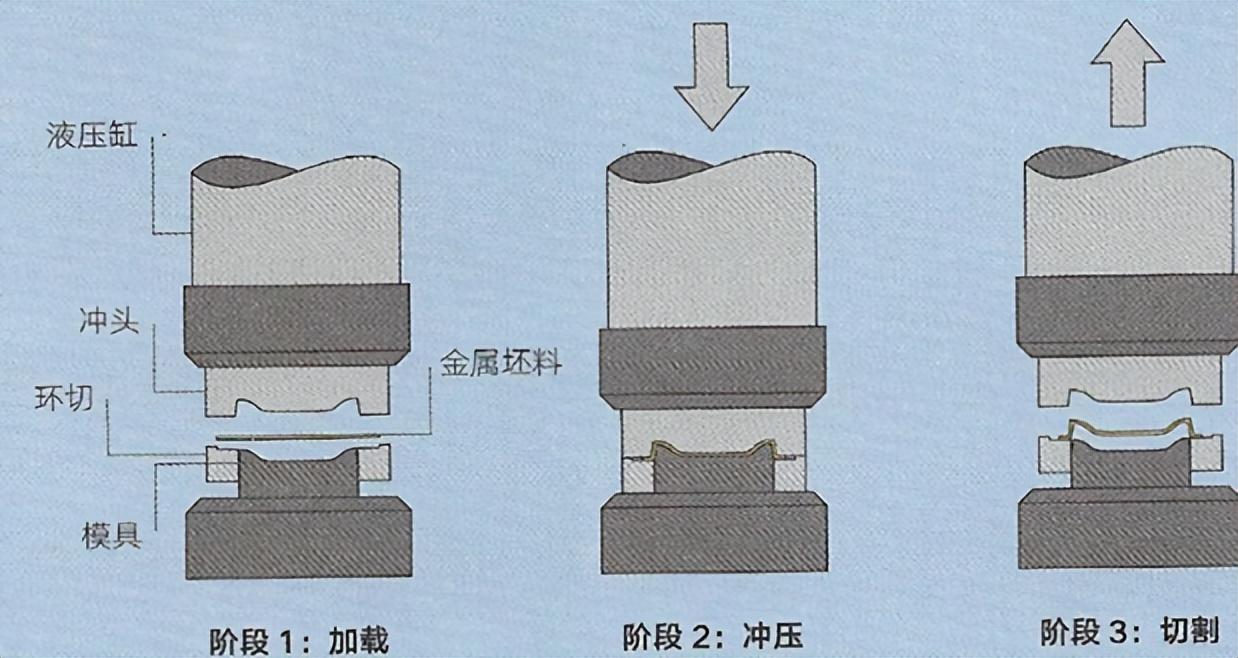
Metāla zīmogs ir konkrēts process, ko veic uz puncēšanas mašīnas, kas pārvieto jaudu uz punča caur hidraulisko balonu vai mehānisko ierīci (piemēram, kameras presi). Kopumā hidrauliskie cilindri tiek izvēlēti, jo tiem ir vienots spiediens visā zīmogu ciklā, un tiem, kas izmanto mehāniskās ierīces, ir arī metāla pārstrādes rūpniecībā.
Sūkņi un gliemenes ir specializēti un parasti veic tikai vienu veidošanas vai punkcijas darbību. Darbībā metāla rēķini parasti tiek iekrauti darba stendā. Pēc tam saspiest punku un pabeidz daļas veidošanas procesu vienā insulī.
Pēc slīpšanas pabeigšanas striptizētājs pārvieto augšup un izslēdz daļu, kurā daļa tiek noņemta. Dažreiz daļu veidošana ir nepārtraukts process, un pēc apstrādes tai arī jāveic iespiešanas process. This is commonly known as the continuous mold processing and forming process.
Šajos apstrādes apstākļos apstrādātās metāla daļas pārvietojas uz nākamo apstrādes posmu darba stendā. This process can be operated manually or through transfer tracks. Lielākā daļa sistēmu tiek automatizētas un saglabātas augstas apstrādes ātruma. Nākamais solis var ietvert spiediena apstrādi, drukāšanu, līniju vai citu sekundāru apstrādi.
Tipiska zīmogu apstrādes piemērošana ir ļoti plaša.
Šo procesu izmanto metāla kameru struktūru, mobilo telefonu, televīzijas kastīšu, mājsaimniecības ierīču un MP3 dalībnieku pārstrādei. Šo procesu izmanto arī virtuves un biroja iekārtas, instrumenti un naži. Daļu ārējo formu un iekšējo struktūru var apstrādāt, izmantojot šo procesu.
Mazās partijas ražošanas daļas, kas izmanto saistītus procesus, sasniedz ar loksnes metāla apstrādi, metāla spinēšanu vai līmēšanas veidošanu. Šie procesi var veidot formas, kas līdzīgas metāla zīmogiem, taču ir nepieciešamas salīdzinoši augstas darba prasmes.
Lai gan iespiedumi un dziļi rasējumi ir līdzīgi, joprojām pastāv būtiskas atšķirības. Ja daļas dziļums ir lielāks nekā 1/2 diametra, daļa ir jāpalielina, lai samazinātu sienu biezumu. Tas prasa pakāpenisku un lēnu darbību, lai izvairītos no pārmērīga materiāla izplatīšanas un sadrumstalošanas.
Superplastmasas veidošana var izmantot vienkāršas darbības, lai ražotu lielākas un dziļākas daļas. Tomēr šī pārstrāde ir ierobežota līdz alumīnijam, magnija un titānam, jo tai nepieciešams, lai materiālam būtu superplasticība.
Metāla profili, kas izveidoti, apstrādājot kvalitāti, apvieno daļu metāla materiālu dubultspēju un stiprumu, palielinot stingrību un apgaismojumu.
Ja virsmas efekta prasības nav īpaši stingras, detaļas pēc deformācijas nedaudz jāapstrādā ar apdegumiem. Saukstiņš tiek lietots, lai samazinātu virsmas smagumu. Parts can also be further processed through powder spraying, painting, or electroplating.
Tās ir metodes ātrai un precīzi ražošanai, izmantojot loksnes metālu. Circles, squares, and polygons can use this process.
Thin walled parts can enhance the strength of the parts by adding ribs, and this can reduce weight and processing costs. Piemērojama mold a izvēle var apstrādāt profilus ar kompozītu līkni un sarežģītu virsmu. Līdzīgs process, lai pabeigtu šo darbu, ir loksnes metāla apstrāde, taču ir nepieciešams augsti kvalificēts darba ņēmējs. Metāla apstrādei un metāla zīmogu loksnei var piemērot ātras gliemenes. Viena no šīm gliemenes pusēm ir sagatavota no cietās gumijas, kas var piemērot pietiekamu spiedienu, lai veidotu metāla rēķinu uz punča.
Design considerations: Stamping is carried out on a vertical axis. Tādējādi otrā iespiedumā tiek veidots samēra leņķis. Otrā drukāšana ietver spiediena deformāciju, izciršanas paplašināšanu un krūšanu.
Pirmā iespiešanas operācija var tikai samazināt defektīvā materiāla diametru par 30 %. Nepārtraukta darbība var samazināt diametru par 20 %. Tas nozīmē, ka dažu daļu pārstrādei ir nepieciešams noteikts skaits nepārtrauktas iespiedumu.
Dziļā rasējuma tehnoloģijā procesu bieži ierobežo mašīnas apstrādes jauda. Mašīnas gultas izmērs nosaka rēķina izmēru, un insults nosaka stiprinājuma garumu. Pārstrādes ciklu nosaka ar insultu un daļu sarežģītību.
Piezīmogotā nerūsējošā tērauda biezums ir no 0,4 līdz 2mm, un tas ir iespējams apstrādāt līdz 6 mm biezām plāksnēm, bet to ietekmēs forma un forma.
Many metal sheets, such as carbon steel, stainless steel, aluminum, magnesium, bowl, copper, brass, and zinc, can be processed using this process.
Pārstrādes izmaksas ir salīdzinoši augstas, jo apstrādes laikā nepieciešamas augstas stiprās metāla moldes. Semi rigid rubber molds have lower costs, but still require single-sided metal tools and are only suitable for small batch production.
Pārstrādes cikls ir ļoti īss, un 1 līdz 100 daļas var pārstrādāt 1 minūtes laikā. Laika aizstāšanai un izveidošanai nepieciešams noteikts laiks.
Darba izmaksas ir salīdzinoši zemas, jo automātiskā līmenis ir augsts. Polija un polizēšana būtiski palielinās darba izmaksas.
Visus atkritumus var pārstrādāt vides ietekmes dēļ. Ilgtspējīgas preces var ražot, izmantojot metāla zīmogu tehnoloģiju.








