

 English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Kas ir loksnes metāla daļa? Metāla loksnes daļas ir visaptverošs aukstās apstrādes process metāla loksnes (parasti mazāk nekā 6mm), kas ietver izciršanu, izciršanu/izciršanu/kompozītu, sadalīšanu, metināšanu, upju, sadalīšanu un veidošanu komponentu ražošanai

Attiecības:
1. Vienprātīgs biezums. Daļēji, visu daļu biezums ir konsekvents
2. Light weight, high strength, conductivity, low cost, and good performance in large-scale production
Pārstrādes tehnoloģija
1. Izciršana
Iekārta, ko izmanto shearing procesā, ir shearing iekārta, kas var sadalīt metāla lapu pamatformā. Tās priekšrocības ietver zemas pārstrādes izmaksas; Nepilnības: precizitāte ir vidēji, izciršana ir apgriezeniska, un izciršanas forma ir vienāda, viss ir vienkārši taisnstūri vai citas vienkāršas formas, kas sastāv no taisnstūrām.
Pirms sadalīšanas ir nepieciešams aprēķināt daļu neizpildīto izmēru. Neizpildīto izmēru ir saistīts ar līmēšanas rādiusu, līmēšanas leņķi, loksnes materiālu un loksnes biezumu.
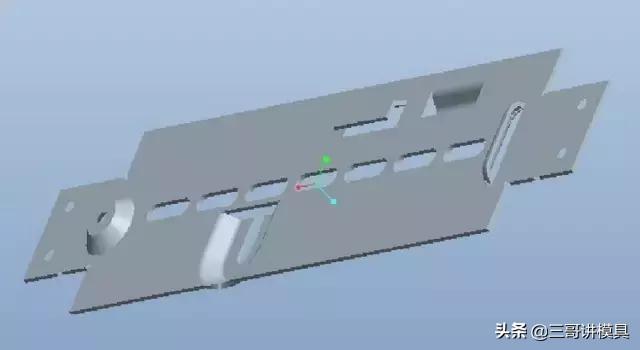
2. Skaidrs
Punching process iekārta ir punching machine, kas var turpināt apstrādāt un veidot griezto materiālu. Stamping various shapes requires different molds, common molds include round holes, elongated holes, and protrusions; Augsta precizitāte.
Boss: Materiāls nedrīkst noņemt un bosa augstums ir ierobežots, kas saistīts ar valdes materiālu, valdes biezumu un bosa slīpuma leņķi.
Ir daudzu veidu protrusijas, tostarp siltuma izplūdes caurumi, iekārtu caurumi utt. Nolīmēšanas ietekmes dēļ attālums starp konstrukcijas cauruļvada malas un borta malas malu un salīdzināšanas malas dēļ būs ierobežots.
3. Lasera izciršana
Pārstrādes iekārtas: lāzera izciršanas iekārta
Attiecībā uz materiāliem, kurus nevar no ņemt, griežot vai saspiežot procesus, vai plāksnēm ar augstu cietību, kas ir pakļautas uzliesmojumam, piemēram, tiem ar noapaļotiem stūriem, vai, ja nav gatavas gliemenes, lai zīmogotu nepieciešamo formu, lazera izciršanu var izmantot, lai pabeigtu materiāla veidošanu pirms sasmalcināšanas
Priekšlikumi: izciršana bez apdegumiem, augsta precizitāte, kas spēj izcirt jebkādu formu, piemēram, lapas, ziedi utt. Disadvantage: High process cost
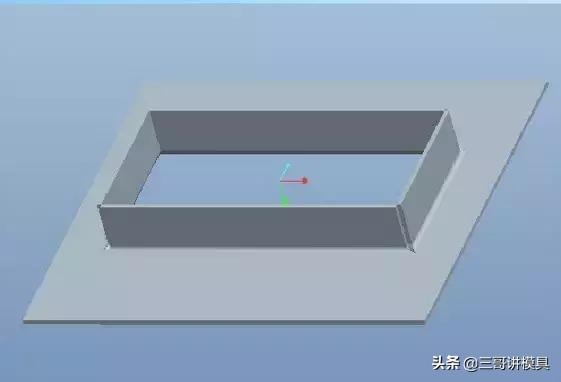
4. Piesārņošana

Pārstrādes iekārtas: bending machine, rolling machine
Tās var sadalīt vai velmēt metāla loksnes vēlamajā formā, kas ir sastāvdaļu veidošanas process; Lai izveidotu vēlamo formu, auksti spiežot metāla loksnīti ar līmēšanas mašīnas augšējo un apakšējo cieti, tiek saukts par līmēšanu.
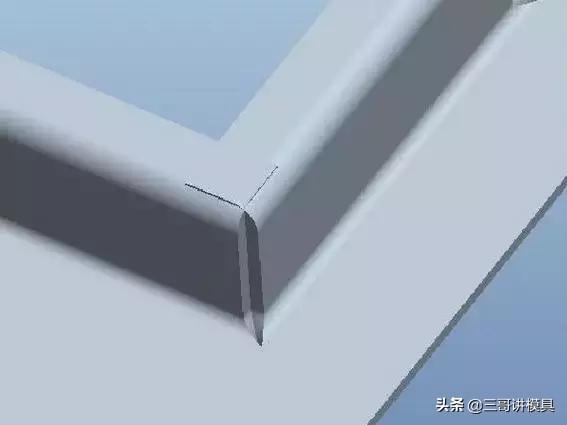
Ieslēgšana ir galīgais solis loksnes metāla daļu veidošanā, un ir vairāki punkti, lai pievērstu uzmanību tam, kad daļu var atvērt un novirzīt formā. Turpmāk redaktors tos izskaidros visiem.
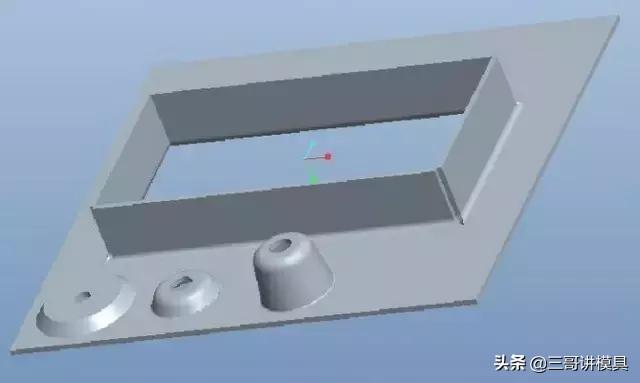
1. Materiālais trūkums, kā parādīts turpmākajā attēlā. Protrusija ir pārāk augsta un pārsniedz materiāla dubultspēju. Protrusija parasti tiek izmantota, lai palielinātu iekārtas izmēru vai izvairītos no iekārtas konfliktiem. Tādēļ protrusija jāveic, nemainot materiāla iekšējo struktūru un ietekmējot strukturālo stiprumu. Piemēram, leņķis starp konveksa koni un atskaites plakni ir 45, un augstums ir 3 reizes lielāks par plāksnes biezumu
2. Izliegtie materiāli: Izliegtie materiāli bieži vien ir vairākas slēgtas līmēšanas malas, ko bieži izraisa procesa kļūdas vai kļūdas
3. Līdzekļu ierobežojumi: Lielākajai daļai līmēšanas iekārtu ir noteikti ierobežojumi līmēšanai
Vienpusējais augstums: grieztās mašīnas lielumu un grieztās malas augstumu var noteikt, izmantojot daudzpusēju lielu leņķa grieztās metodi
Divpusējais augstums: nepārsniedz vienas puses maksimālo augstumu. Papildus visiem ierobežojumiem vienas puses augstumā to ierobežo arī apakšējā mala: līmēšanas augstums
4. Tā kā loksnes metāla daļas ir veidotas, slēdzot tintu metāla loksnu, saskarne starp slēgtajām malām nav slēgta un nav stingra savienojuma. Ja tas nav apstrādāts, tas ietekmēs stiprumu. Parastā apstrādes metode slēdzas. Tehniskās prasības zīmējumā ietver: metināšanas leņķi, metināšanas leņķi un noapaļošanas leņķi.

5. Virsmas ārstēšana
Due to the thin thickness of sheet metal parts, they are not suitable for hot-dip galvanizing. Common surface treatment methods include phosphating and electrostatic spraying, and the color varies with the project. This process is suitable for black parts with untreated surface
Labi, tas viss ir loksnes metāla daļām un dažām to pārstrādes metodēm. Ja jums ir kādi jautājumi, lūdzu, sakiet tos turpmāk izklāstītajā piezīmju sadaļā.







