

 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

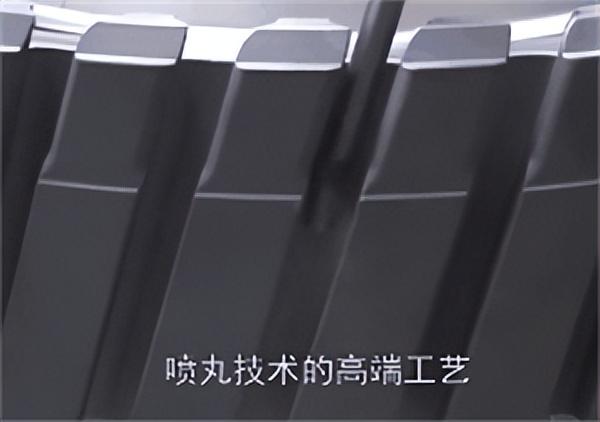
Vai jūs pārsteigti ar Zhangqiu dzelzs plāksnītes slīpšanas procesu "3. tongā", kur simtiem vai pat tūkstošiem sprādzienu padara sarkanās dzelzs plāksnītes lēnas un stipras. Vai jūs zināt, ka kriena paneļi, kas veido divus spārnus lielajās lidmašīnās, uz kurām mēs bieži braucam, arī tiek ražoti, izmantojot līdzīgas pārstrādes metodes.
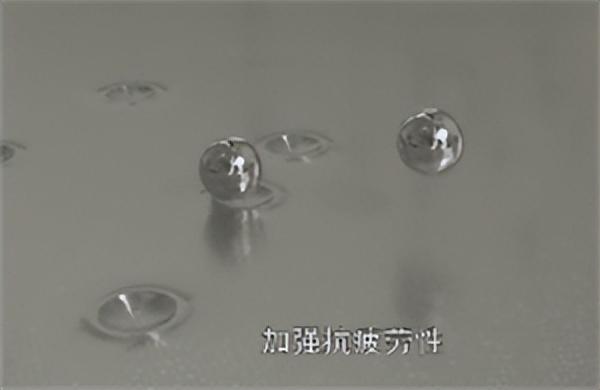
Protams, šī augsta galīgā procesa, ko sauc par "šautēšanas tehnoloģiju", ir daudz sarežģītāka nekā Zhangqiu dzelzs potu ražošanas tehnoloģijas. Abiem kopīgajiem aspektiem ir palielināt noguruma rezistenci un palielināt stiprumu, izmantojot ātru ietekmi. Atšķirība ir tāda, ka kāmjs ir kļuvis par nelielu projektilu, kuru diametrs nepārsniedz vienu centimetru, un dzelzs metāls ir kļuvis par izcilāku sakausējuma izejvielu. Izgatavotais produkts ir liela krina sienu paneļa ar ārkārtīgi augstu stiprumu un stipruma prasībām un ļoti sarežģītu formu.
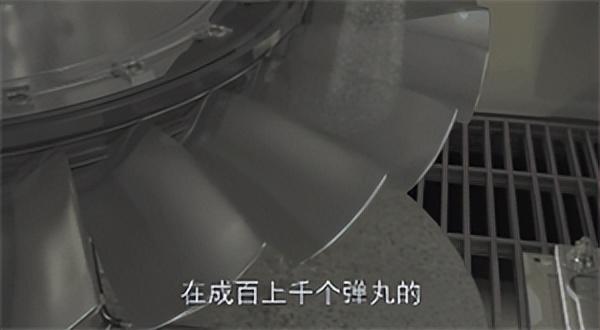
Šādas biezas sakausējuma izejvielas, kuru ātrums un ātrums ir simtiem vai tūkstošiem projektu, kļūst smagas, sarežģītas formas un ļoti plānas ādas. Visbeidzot, tās ir kombinētas ar skeletu, lai veidotu pilnu krinu, atbalstot gaisa kuģi lidot desmit tūkstošu metru augstumā. Vai tas nav pārsteidzoši?
So why do we use shot peening technology to process wing panels? Pirmkārt, mums ir jāsaprot gaisa kuģu kriminālpaneļu īpašā sastāvdaļa.
Gaisa kuģu spārni ir tipiska plāna apvalkotā struktūra, kas galvenokārt sastāv no ādas un skeleta. Ja mēs salīdzinām lidmašīnu ar putnu, āda ir līdzīga putniem, kas apvalkojas ap lidmašīnas skeletu, veidojot racionalizētu ārējo virsmu. It must have a smooth shape to reduce resistance; Tām jābūt ļoti viegliem un plāniem, sasniedzot desmitiem vai pat dažus milimetrus, lai efektīvi pārvadātu svaru un paceltu gaisa kuģi augstāku; Ir jābūt arī ļoti noturīgiem izturēties pret dažādiem gaisa kuģa maneuveriem un pārklājumiem augstā augstumā.
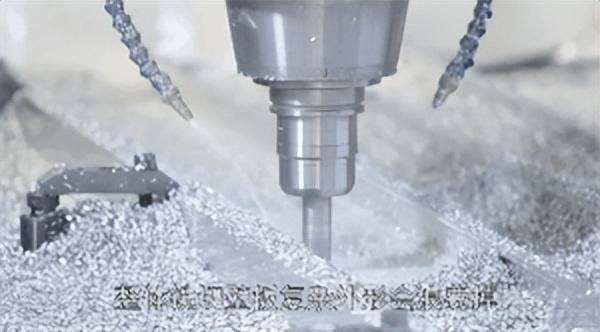
Tradicionālā pelnu sienu paneļu iekārta parasti izmanto CNC integrālo slīpumu un atbilstošas mehāniskās slīpuma metodes. Vispārējās sienu paneļa sarežģītās formas izvēršana atkritumu daudzumā būs materiāli, un mehāniskā līmēšana var viegli ietekmēt sienu paneļa darbību, padarot kvalitātes kontroli grūti. Mūsdienās gan iekšzemes, gan ārzemes aviācijas ražotāji izmanto šķēršļu velmēšanas tehnoloģiju krilo sienu paneļu pārstrādei.
Viena no tām ir zemas izmaksas, nav vajadzības pēc gliemenēm, izejvielu ietaupīšanai un mazāk telpas.
Otrā ir augsta kvalitāte, kas nepārtraukti "skar" daļu virsmu, lai kļūtu blīvāka, piemēram, pievienojot aizsargplēvi daļām.
Thirdly, it has a wide range of applications. No matter how complex the shape is, under computer programs, small projectiles can accurately locate and strike, effectively solving problems such as metal part processing deformation and welding part deformation.
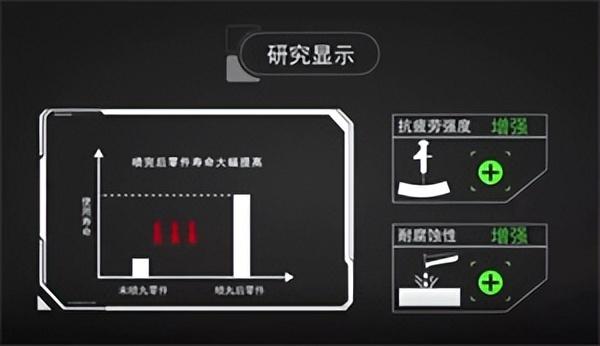
To daļu nogurumu, kas apstrādātas ar šautēšanas peening, var palielināt par desmitiem reizēm salīdzinājumā ar sākotnējo, un nogurumu stiprumu un korozijas rezistenci ir ievērojami uzlabota.
Plašsaziņas līdzekļi šautēšanai parasti tiek saukti par šautēšanas materiāliem, un ir daudzi veidi, tostarp stiepļu tērauda šautēšana, karbūrizēts tērauda šautēšana, cieta kastīta tērauda šautēšana, keramikas šautēšana utt. Gaisa kuģu ražošanas jomā šautēšana parasti izmanto karbūrizētu tērauda šautēšanu un cieto tērauda šautēšanu, savukārt šautēšana stiprināšanas tehnoloģiju stiprināšanai galvenokārt izmanto cieto tērauda šautēšanu un keramikas šautēšanu.
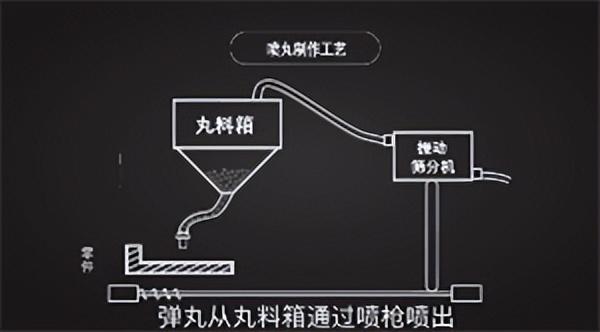
Šķērienu izskalošanas process ir ļoti interesanta. Specializētajā apstrādes iekārtā bultus no šautēšanas materiāla kastes izslēdz ar sprādziena ieroci, kas skar daļu virsmu ātrā ātrumā. Pēc pārstrādes sistēmas, nepilnīgus bultus izslēdz skrīninga ierīce un atgriež uz atpakaļizmantošanas šautēšanas materiāla kasti.
Lai sniegtu iekšzemes ražotos gaisa kuģus spēcīgākus un vieglākus spārnus, Ķīnas aviācijas nozares tehnoloģiju personāls joprojām strādā ciešāk. Turpmāk tuvākajā nākotnē būs lielāka nozīme tādām progresīvākām tehnoloģijām kā, piemēram, prestrētās šūnu noapaļošana, ultrasoniskā noapaļošana, augsta spiediena ūdens noapaļošana un lāzera šoka noapaļošana.






