

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Инструменти за машина на CNC
Овие шест зборови содржат три слоеви концепти, да погледнеме поблиску на секој слој.

Хендман ПБЗ ХД со пет оси CNC машина за размивање
Прво, што е "машинска алатка"?
Во тесна смисла, „машинска алатка“ обично се однесува на „машинска алатка за сечење“ (во тесна смисла, тоа е поради тоа што постојат и додатни машински алатки за производство како што се 3Д печатење или други специјални машински алатки), кои користат методи за сечење за процесирање Тоа значи, машинските алатки се машините кои произведуваат машини, па се познати и како „работни машини“.
Првата вистинска машинска алатка всушност беше досадна машина, измислена од британскиот индустријалист Џон Вилкинсон во 1775 година. Оригиналната мотивација за измислуваое на оваа досадна машина беше да се реши практичниот проблем со производството на високопрецизни канонски барели во војската во тоа време.
Досадно машинерирање е процес на сечење кој користи алатки за сечење за проширување на внатрешниот дијаметар на дупки или други кружни контури на ротирачки работни делови. Тоа одговара на вртење, кој е процес на сечење кој користи алат за намалување на надворешниот дијаметар на ротирачкиот дел или за формирање на крајното лице. [2]
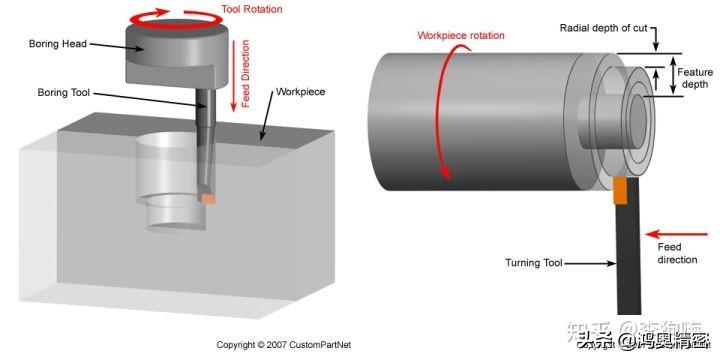
Досадни (лево) и свртени (десно) процеси
47-годишниот Вилкинсон, по континуираните напори во фабриката на татко му, конечно ја создаде оваа нова машина која може да произведува топови со ретка прецизност. Работечкиот принцип е да се ротира фиксниот шафт на нудната алатка преку водно коло и да се притисне во однос на цилиндричкиот работен дел. Фксниот шафт на нудната алатка поминува преку цилиндрот и е поддржан на двата краја. Поради релативното движење помеѓу алатката и работниот дел, материјалот се нуди во високопрецизна цилиндричка дупка.
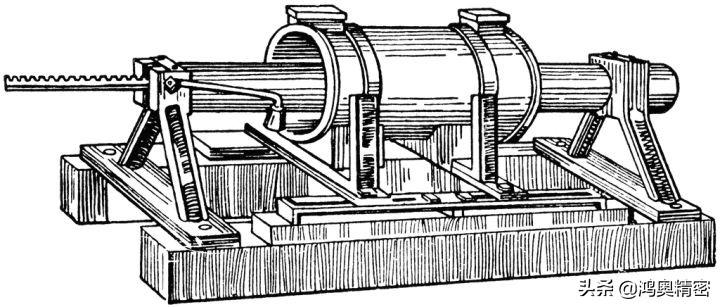
Шематичен дијаграм на првата досадна машина
Досадната машина подоцна беше употребена за машинерирање цилиндри за парни мотори. Причината е што откако Џејмс Вот го измисли парниот мотор, тој сметаше дека е многу тешко да произведува цилиндри со парни мотори користејќи методи на фалсификација, и поради ниската прецизност на производството и сериозното протекување на воздухот на цилиндрите, производството и подобрувањето на ефикасноста на парниот мотор беа [3] По усвојувањето на оваа досадна машина, може да се произведуваат висока прецизност цилиндри од над 50 сантиметри, значително подобрувајќи го квалитетот на производството и ефикасноста на производството на цилиндрите со парни мотори, и со тоа постигнувајќи голем успех.
Потоа, со цел да се исполнат потребите на различни техники за обработување, различни типови на машински алатки како што се заклучоци, машини за миење, авионери, машини за бушење итн. се појавија еден по друг. [4]
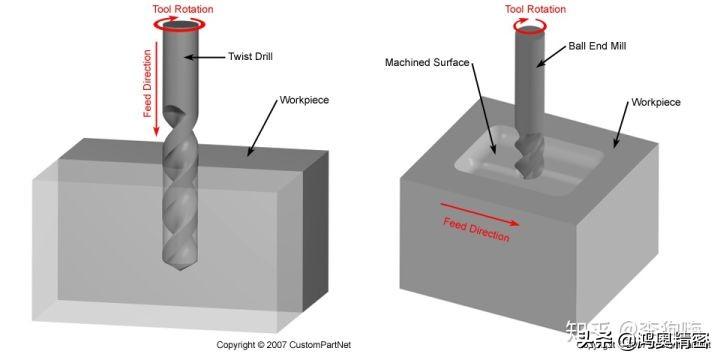
Процеси на бурење (лево) и миење (десно)
Тогаш, што е "ЦНК машинска алатка"?
Првиот електронски компјутер се роди на 14 февруари 1946 година на Универзитетот во Пенсилванија во САД. Првичната мотивација за неговиот развој беше производството на „електронски“ компјутерски уред користејќи електронски цевки наместо релеи, како што побара американската војска, во контекст на Втората светска војна, за пресметка на траекторијата на бомби.
Шест години подоцна, во 1952 година, Парсонс соработуваше со Институтот за технологија на Масачусетс (МИТ) за развој на првата машинска алатка за броевна контрола (НЦ) (позната и како „дигитална машинска контрола алатка“) со комбинација на броевен контролен систем базиран на електронски компјутери со машина за миење од Синсинати. [5]
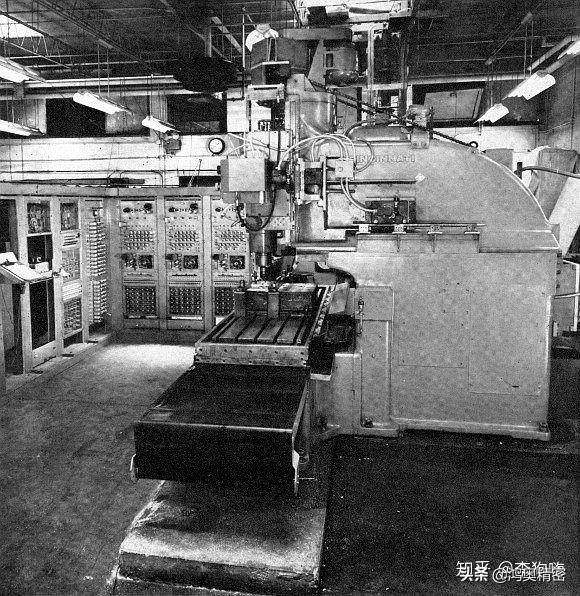
Првата машинска алатка на CNC (машина за миење)
Шест години подоцна, во 1958 година, МИТ соработуваше со повеќе претпријатија под спонзорство на американската војска за развој на АПТ (Автоматско програмирање алатки), јазик на високо ниво за програмирање на компјутерите кој се користи за генерирање на работни инструкции за машинскит Најчесен метод сега е да се користат инструкции за формат РС-274, често наречени „Г код“. [7]
Со континуираниот развој на компјутерската технологија, микропроцесорите се применуваат на дигиталната контрола, значително ги подобрувајќи нивните функции. Computer Numerical Control), Машинската алатка која го применува овој систем, исто така, е позната како машинска алатка на ЦНК, која е компјутерски контролирана алатка за броевна контрола, или едноставно се нарекува „машинска алатка на ЦНК“.
Технологијата за броевна контрола во машинските алатки на ЦНК е технички метод кој користи дигитални сигнали за контрола на процесот на движење и машинско создавање на машинската алатка. Машинска алатка на ЦНК е машинска алатка која користи технологија на ЦНК или е опремена со ЦНК систем. Петтиот Технички комитет на Меѓународната федерација за процес на информации (ИФИП) дефинира машинска алатка на ЦНК како машинска алатка опремена со систем за контрола на програмата. Овој контролен систем логично може да ги процесира програмите со контролни кодови или други симболични инструкции, да ги декодира, да ги претставува со кодирани броеви и да ги внесе во системот на ЦНК преку преносници на информации. По пресметувањето и обработувањето, различни контролни сигнали се издаваат од страна на уредот ЦНЦ за контрола на акцијата на машинската алатка, а деловите се автоматски обработени според барањата.
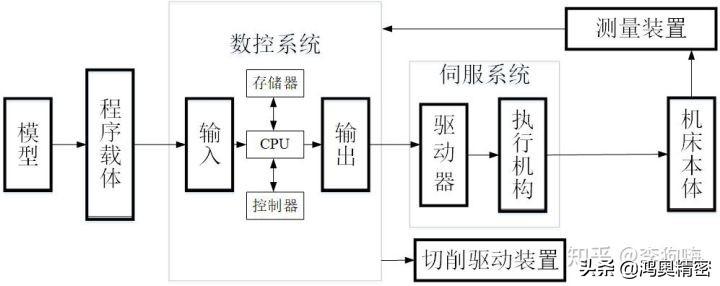
Процесот на машинерирање на машинските алатки на CNC
Процесот на машинските алатки на ЦНК ги подели координатите на движењето на алатката и работниот дел во некои минимални единици, именувајќи минимално растурување. Системот на ЦНК ги движи координатите со неколку минимални растурувања според барањата на дел програмата (т. е. ја контролира траекторијата на движењето на алатката), со што се постигнува релативно дв
Релативното движење на алатката долж секоја координатна оска се мери во единици еквиваленти на пулс (mm/пулс). Кога патеката за сечење е права линија или лак, уредот ЦНК спроведува „густина на податочни точки“ помеѓу почетните и крајните координатни вредности на линискиот сегмент или лак, пресметува серија координатни вредности на меѓувреме точки, а потоа излезите пулсираат на секоја координатна според вредностите на координатните точки за да се осигури потребната
Густификацијата на податочните точки спроведена од страна на CNC уредите се нарекува интерполација, а генерално CNC уредите имаат функција на интерполација на основните функции (како што се линијарни и циркуларни функции). Всушност, машинирањето на секој дел од кривата Л на машинска алатка на ЦНК се приближува со основните математички функции кои може да се справи со ЦНК уредот, како што се линиите, дупките итн. Природно, грешката во приближувањето мора да ги исполни условите на цртањето на делот.
Во споредба со традиционалните машински алатки, машинските алатки на СНЦ имаат следни предности:
Висока прецизност и стабилен квалитет. За секој пулс излез од системот на ЦНК, распоредувањето на движните делови на машинската алатка се нарекува пулс еквивалент. пулс еквивалентот на машинските алатки на ЦНК е генерално 0,001 mm, а машинските алатки со висока прецизност ЦНК можат да достигнат 0,0001 mm, со многу повисока резолу Покрај тоа, машинските алатки на ЦНЦ имаат уреди за детекција на позициите кои можат да обезбедат враќање на системот на ЦНЦ за вистинското растурување на движечките делови или аголот на кругот и серво моторот, и да го компензираат. Затоа може да се постигне поголема прецизност на машинерирање отколку самата машинска алатка. Квалитетот на делови процесирани од машинските алатки на ЦНЦ е гарантиран од машинската алатка и не е влијаен од оперативните грешки, така што константноста на големината на истата партија делови е добра и квалитетот е стабилен. Создадени за обработување комплексни делови кои се тешки или невозможни за обработување со обични машински алатки. На пример, машинските алатки на ЦНК кои користат врзување на две оси или повеќе од две оси врзување може да процесираат ротирачки телесни кривни делови, камери и различни сложени просторски кривни делови со кривни генератрикси. Висока производска ефикасност. Брзината на вртење и опсегот на пренос на машинските алатки на ЦНК се поголеми од оние на обичните машински алатки, а добрата структурна стригидност им овозможува на машинските алатки на ЦНК да користат големи количини на исечување, ефикасно штедејќи За обработувањето на одредени комплексни делови, ако се користи центар за машинерирање на ЦНК со автоматски уред за мена на алатки, тој може да постигне континуирано обработување на повеќе процеси под едно притискање, да го намали времето на обѕир на полуготвените производи и да ја подобри производнос Силна адаптабилност за предизајнирање на производите. По модифицираниот дизајн на машинираните делови, е потребно само да се промени машинирачката програма на деловите и да се прилагодат параметрите на алатките на машинирачката алатка на ЦНК за да се постигне машинирањето на модифицираните делови, значително намалувајќи го производскиот ци Затоа, машинските алатки на ЦНЦ можат брзо да транзицираат од процесирање на еден тип дел на процесирање на друг модифициран дизајн на дел, кој обезбедува голема удобност за процесирање на едно и мало парче нови процесирани производи и често Корисник за развојот на производствената технологија кон сеопфатна автоматизација. Интегрираните системи на автоматизација како што се FMC (Флексибилен машински центар), FMS (Флексибилен производствен систем), CIMS (компјутерски интегриран производствен систем) итн., изградени на машински алатки на CNC, овозможуваат интеграција, интелигенција и автоматизација на механичкото производство. Ова е поради тоа што контролниот систем на машинските алатки на ЦНЦ усвојува дигитални информации и стандардизиран код внес, и има комуникациски интерфејси, што овозможува да се постигне комуникација на податоци помеѓу машинските алатки на ЦНЦ. Силна функција на мониторинг и способност за дијагностика на грешки. Системот на ЦНК не само што го контролира движењето на машинската алатка, туку и обезбедува сеопфатно следење на машинската алатка. На пример, предвремено предупредување и дијагноза на грешки може да се извршат за некои фактори кои предизвикуваат грешки, значително подобрувајќи ја ефикасноста на одржувањето. Да се намали интензитетот на работната сила на работниците и да се подобрат работните услови. Конечно, што е "high-end CNC машинска алатка"?
Дефиницијата на „висококрајни“ или „висококрајни“ машински алатки на ЦНК: машински алатки на ЦНК со функции како што се висока брзина, прецизност, интелигенција, композит, мултиоска врска, мрежна комуникација итн. Неговиот развој симболизира дека актуелната индустрија за производство на машински алатки во земјата окупира напредна фаза во развојот на светската индустрија за машински алатки. [10]

Центар за машина на пет оси DMG
Машинските алатки на ЦНЦ можат да се поделеат на три нивоа базирани на нивното функционално ниво: ниско, средно и високо. Овој метод на класификација е широко употребен во Кина. Границите помеѓу ниското, средното и високото крај се релативни, а стандардите за класификација се различни во различни периоди.
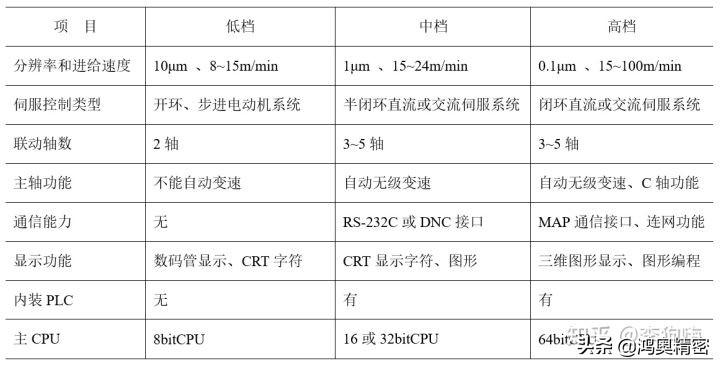
Споредба на машинските алатки од висока, средна и ниска крај на CNC
Со развојот на напредната производска технологија, модерните машински алатки на ЦНЦ се потребни за развој кон висока брзина, висока прецизност, висока доверливост, интелигенција и покомплетни функции.







