

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Преглед на механичките процедури и проценка на цените
Механички процедури за обработување:
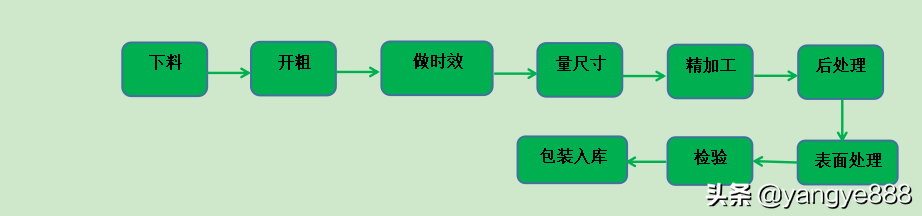
1) Пресечење: Користете машина за сечење за да го исечете соодветниот материјал во приближна големина на деловите кои треба да се процесираат. (Обично оставаат маргина од 5-8 mm во должина и ширина)
2) Тешко сечење: Користете лапчиња, машини за миење, сечење жици и друга опрема за процесирање на приближната форма на деловите потребни од цртањето, отстранувајќи го поголемиот дел од празното дозволување.
3) Временост: Временоста е поделена во природна временост и вештачка временост. Природното стареење се однесува на овозможувањето на работниот дел да стои 24 часа или подолго, додека вештачкото стареење се однесува на топло третман на работниот дел во кутија со висока температура или кутија печка. Целта на временската ефикасност е елиминирање на стресот и намалување на деформирањето на работниот дел за време на процесот на прецизно миење.
4) Мерачки димензии: Откако процесот на стареење ќе биде завршен, работниот дел ќе претрпи одреден степен на деформирање и мора да се измери повторно за да се одреди преостанатиот број.
5) Прецизно машинирање: Строго следете ги димензиите потребни од цртежот за извршување прецизно машинирање за исполнување на димензиите на работниот дел потребни од цртежот. За работни дела со висока прецизност потребни процеси на полупрецизно машинерирање ќе бидат организирани како што е потребно пред прецизно машинерирање.
6) Пошта процес: Овој процес ќе биде внесен во претходниот процес според различните типови на делови.
1. Фиттер: вклучувајќи го и шишењето, сечењето, поднесувањето, исправувањето, бурењето, вртењето, разнесувањето, зафркавањето и ебењето на работни делови.
2. Машина за заштита: Кога е потребна висока прецизност за надворешниот круг, внатрешната дупка, крајното лице итн. на работниот дел, е потребно да се остави маргина по процесот на прецизно машинерирање и да се користи машина за заштита на машината.
3. Досадна машина: За дупки со високи барања за големина, форма и позиционална точност, користете досадна машина за машинерирање.
4. Детектирање на грешките: Детектирање на грешките на површината е потребно за стандардните скривни делови и свирени делови за да се осигури силата на работниот дел.
7) Третман на површината: По завршувањето на обработувањето на работниот дел, површината третман како што е обичната оксидирација, анодизација на пулсот, цврста оксидирација, пасивација, песочна експлозија, слика итн. треба да се примени на површината на работниот дел за да се постигне ефектот на естетичката и оксиди
8) Инспекција: Потребно е да се провери работното дело со површина, вклучително и различни димензии, бои и други клучни информации, за да се осигури согласноста со барањата за цртање.
9) Пакување и складирање: Пакување на квалификуваните работни дела и складирање на нив заедно со сертификатите за соодветност, извештаите за инспекција и други документи.
2[UNK] Композиција на цитата за машинирани работни дела
1) Материјали: Израчуни ги материјалните трошоци врз основа на густината и цената на материјалите потребни за различни работни дела. \ 65288ρ=m/ v\ 65289;
2) Работни часови: главно вклучувајќи ги и рачните работни часови и часовите за обработување на опремата, цената се пресметува врз основа на часовните плати на персоналот и часовните плати на опремата помножени со времето на работење на програмата. (програмирање)
3) Палата за обработување на површината: Избројувајте ја цената врз основа на различните процеси за обработување на површината потребни од цртањето на работниот дел.
4) Профит: Со основа на операцијата и скалата на претпријатието, пропорционално пресметајте ја квитацијата на профитот на наведената цена.
5) Данок: Пресмета даноци врз основа на форматот на фактурирање и даночните точки што ја бара земјата.
6) Транспорт: Соодветните трошоци ќе бидат обврзани врз основа на различни транспортни методи. (Примери вклучуваат воздушен товар, логистика, експресна достава итн.)
3[UNK] Процес работни часови
Времето потребно за завршување на процесот, процес часови=часови на подготовка+основно време
Времето на подготовка се однесува на времето потрошено од работниците за да се запознаат со процесните документи, да соберат празни работи, да инсталираат поставувања, да ги прилагодат машинските алатки, да ги израмнат нулските позиции и да ги разрамнат поставувањата.
Основното време е време потребно за процес на програма.
4[UNK] Метод за проценка на цената на цитатите (овој метод се применува на масовните производи за референција)
Процесорска цена=(материјална цена+процесорска цена) * 1,2~1,5 (вклучувајќи и менаџерска цена, примерок и мали фактори на партија * 3~5)
Материјална цена=тежина (густина * обем) * цена на единица (јуан/килограм)
Процесорска цена=процесорски часови * цена на единица (јуан/час)
Заедничките цени на алуминиум и челик:
7075T6: Род и плоча
Мала фабрика: околу 38 јуан/килограм
Воениот стандард на претпријатието: 96-100 јуан/килограм
1. Донгкинг Алуминиумска индустрија:
Национален стандард: 45-48 јуан/килограм
Национален воен стандард: 78-80 јуан/килограм
2. Југозападна индустрија на алуминиум:
Национален стандард: 52-60 јуан/килограм
Национален воен стандард: 100+јуан/килограм
2A12T4: Род, плочка
1. Донгкинг Алуминиумска индустрија:
Национален стандард: 40-45 јуан/килограм
Националниот воен стандард: 70-75 јуан/килограм
2. Југозападна индустрија на алуминиум:
Национален стандард: 52-60 јуан/килограм
Национален воен стандард: 100+јуан/килограм
7075 цевки: околу 75-80 јуан/килограм; (Потребно е прилагодување, минимална редба од 300 килограми)
2A12 цевки се 10-20 јуан/килограм поскапи од барови и плочи
6061 стапки и чинии: околу 30 јуан/килограм
6063 стапки и плочи: околу 24-28 јуан/килограм
7075 T7351/T7451: Околу 80 јуан/килограм
7050: Околу 85 јуан/килограм
Челичен материјал:
45 #, Q235: Сегашната просечна цена е околу 7,5 јуан/килограм.
304 стапки и табли: околу 30 јуан/килограм. Околу 20 јуан/килограм во претходните години
05cr17ni4: Национален стандард: околу 55 јуан/килограм; Национален воен стандард: околу 120 јуан/килограм
30CrMnsiA: Национален стандард: околу 35 јуан/килограм; Националниот воен стандард: околу 80 јуан/килограм
1cr18ni9:26 јуан/килограм или така
Пом (црн, незапален ретардант): околу 15/kg
Брус: околу 60/kg
Цитација за обично употребена опрема за обработување:
1) Обичен затвор: 35-45 јуан/час
2) ЦНК-затвор: околу 80 јуан/час
3) Центар за машинација на три оси: околу 60-120 јуан/час;
4) Центар за машинација на 4 оси: околу 150 јуан/час; Цена на пакетот 120 јуни/час
5) Машински центар на 5 оси: 300-500 јуан/час
6) Машина за гризење: 60 јуан/час
7) Машина за миење: 60 јуан/час
8) Спарк машина: 80~150 јуан/час
9) Полека шетачка свила: 60-150 јуан/час
10) Фитер: 80/час
7[UNK] Општи цени на површината на третманот:
1) Бен, бела оксидирација: околу 3 јуан/дециметар квадратен
2) Црна оксидирација: околу 4 јуан/дециметар квадратен
3) Анодизација на цврста сулфурска киселина: околу 5 јуан/дециметар квадратен
4) Пасивизација: околу 5 јуан/дециметар квадратен
5) Анодирање на пулсот: околу 7,5 јуан/дециметар квадратен; Според парче: Мали предмети 5-10 јуан/парче
6) Песок експлозирање: околу 1 јуан/дециметар квадратен
7) Слика со спреј: обична слика со спреј
Нормална слика на процес: 3-3,5 јуан/дециметар квадратно
8) Платинг од никел (хемикалија): 1,2 јуан/дециметар квадратен
9) Галванизиран (бел): 2-3 јуан/килограм (тежина на работниот дел)

Модел на 3Д плата за печатење
Обично наплатено врз основа на тежината на употребените материјали (јуан/г) (дополнителни наплати може да се применат ако се потребни други третмани)
Референтните цени за обично употребени материјали се:
Свежање:
1) Советување на свирење стапка: главно користено за свирење помеѓу железо и железо, оксидовата скала на површината на свирењето стапка може да се користи за изолирање на воздухот и заштита на свирењето стапка.
2) Двојна заштитна заштита: користење на јаглеродниот диоксид како заштитни гас за заштита на заштитната паричка, со дебел шар на заштита.
3) Советување на аргонскиот аргон: најшироко употребениот метод на советување, кој користи аргонски гас како заштитен гас за заштита на советувањето. Може да се користи за свирење челик, алуминиум и титаниумски легации.
4) Лазерско свирење: Лазерска жица за свирење со висока температура, со слаба цврста, главно употребена за свирење декоративни делови.
5) Вакуумско свирење: свирењето се спроведува во вакуумска средина користејќи го свирењето на аргонскиот арк за да се осигури дека свирењето е изолирано од воздух и свирењето е доверливо. Главниот метод за свирење на титаниумски легенди.







