English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Методот е едноставен, но вредноста е огромна.
Ова е само еден од методите, има уште многу методи кои Џун Ге ќе те научи подоцна.
Нацртањето дијаграм на патеката на алатките е обратен инженерски метод, а типот на патеката на алатките ќе одреди како да се запише програмата подоцна.
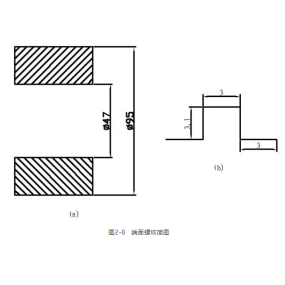
На пример, дијаграмот на патеката на сечење на низите на затворените низи е прикажан подолу, со различни агли на забите на двете страни.

На пример, дијаграмот на патеката на алатките за TR низа подолу, со позајмени алатки на двете страни

Денешната статија ќе зборува за макро програмирање на низи во форма на Т

Како што се покажува во дијаграмот на патот кон ножот: Со пласт возило, три ножеви на слој, тоа значи, средината прво, а потоа левата и десната позајмени ножеви на двете страни
Прошири го дијаграмот на патот кон ножот како што е покажан во следната фигура:

На овој начин, сите интуитивно можат да видат дека додека длабочината на сечењето се влошува, алатката мора да се движи по линијата АБ, за да позајмената алатка излезе со потребниот профил на жици.
Со други зборови, постои врска помеѓу длабочината на ножот Х и големината во насоката З, која го задоволува питагорскиот закон, значи, TAN15=AC/BC
Значи можеме да заклучиме: AC=TAN15 * BC
Оваа врска е премногу важна. Во последната програма, додека длабочината на сечењето BC се менува, AC исто така се менува според оваа врска, со што се обработува формата на профилот на жици тип Tr.
Значи контурната форма на Tr не значи дека жиците Tr може да се процесираат задоволно.
Бидејќи, исто така, треба да се разгледаат алатките за сечење за време на обработувањето.
Бидејќи секоја низа од типот Tr има специфична големина на забите.
На пример, избраната ширина на сечилото е 2 mm (за левите и десните позајмени сечили ширината на сечилото мора да биде помала од основната ширина на забите)
На пример, TR100 * 12 надворешни жици, релевантните димензии се:

Можам да поставам било кој број на променливи како што се покажува во горната фигура
#2 претставува висина на забите, која е длабочината на исечувањето
#5 ја претставува целосната ширина на забите, која е големината на профилот на низа што треба да го процесираме
#5= 4.12+2*TAN[15]*#2
Бидејќи алатките за сечење имаат ширина, вистинската ширина на алвеолната дупка треба да биде:
Ширина на базата на забите+2 x ширина на нахилот - ширина на алатката.
Значи финалната # 5=4.12+2 * TAN [15] * # 2-2 (вклучувајќи ја ширината на алатката)
Тоа е се за анализа.
T0101
S300 M13
G0X100Z12. (Брзо преминете на почетната точка на жицата)
#2=6.5 (првична задача на висина на забите)
WHILE [# 2GT0] DO1 (Ако висината на забите не достигна 0, значи дека големината на основниот дијаметар на жицата сé уште не е достигната)
#2=# 2-0.1 (сума на исечување, 0.1 на слој на возило, еднострана вредност)
IF[# 2LE0] THEN# 2=0
# 3=87+2 * # 2
Z12. (Z12 е референцијата за позиционирање, а почетните точки на левиот и десниот позајмен нож во следната програма се базирани на Z12)
G0X # 3 (намалување во X насока)
G32Z-80.F12 (сечење на жици)
G0X102 (повлекување)
З12.
#5=4.12+2 * TAN [15] * # 2-2 (Ширина на забите што одговара на тековната висина на забите е основата за позајмување ножеви на двете страни подоцна)
5/2 (бидејќи двете страни го позајмуваат ножот, подели 5 на 2 и подели еднакво)
Z [12+# 6] (Прво позајми нож од десната страна, додај # 6 бидејќи ножот мора да се движи десно)
G0X#3
G32Z-80.F12
G0X102
Z12.
Z [12 - # 6] (Прво позајми нож од лево, отстрани # 6 бидејќи алатката мора да се движи на лево)
G0X#3
G32Z-80.F12
G0X102
Z12.
END1
G0X200.
Z200.
M30