

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Кратко воведување и преглед на индустријата за метал на плочи:

Со развојот на автомобилот, комуникацијата, ИТ и секојдневната индустрија за производство на хардвер, процесорот на металите на плочи стана сé популарно, а разбирањето на процесорот на металите на плочи стана попотребно.
2. Рачното или механичкиот производство на метални листови, профили и цевки во делови со одредена форма, големина и прецизност се нарекува производство на метални листови; Тој е широко употребен во производството на вентилација, кондиционални канали и нивните компоненти.
Поради нивната лесна тежина, висока сила и цврста, формата може да биде арбитрално комплексна, ниска потрошувачка на материјал, без потреба од механична процесија и рамна површина, тие се широко употребени во секојдневниот живот и индустриска производство, како што се барели, базени, вентилациски канали, гасоводи за пренесување материјал, процесирање на автомобилска покривка итн. Покрај тоа, тие може да се применат и на надвор
4. Процесот на метални листови обично се однесува на методи како што се ширење, свртување, вртење и превртување. Генерално, процесот на употреба на модели за комплетирање на различни процеси на деформирање се нарекува металско печатење на плочи, додека процесот на рачно или механички формирање метал на плочи се нарекува металско процес на плочи.
Метален материјал на лист:
1. Електролитички таблички: SECC (N) (отпорна табличка на отпечатоците на прстите), SECC (P), DX1, DX2, SECD (табличка за поднесување). Материјална тврдина: HRB50+-5, тензилна таблица: HRB32~37
2. Ладно волцирани таблички: СПЦЦ, СПЦД (тешка табличка), 08F, 20, 25, Q235-А, ЦРС. Материјална тврдина: HRB50+-5, тензилна таблица: HRB32~37.
3. Алуминиумска таблица; Ал, Ал (1035), Ал (6063), Ал (5052), итн.
4. Таблички за челик без сожар: СУС, СУС301 (302303304), 2Кр13, 1Кр18Ni9Ti итн.
5. Другите често употребени материјали вклучуваат: чисти медени плочи (Т1, Т2), топло valcovanи плочи, плочи од пролетен челик, плочи од алуминиум цинк, профили од алуминиум итн.
Технологија за процес на метал на листови:
Технологијата за процесирање на металите на плочи може да се подели во: обележување, сечење, склопување, вртење (свртување), свирење, гризање или свирење, процеси за процес на процес на процес на процес на процес на процес на процес на Овој оддел воведува главно процеси како што се означување, тркалање, склопување, гризање и свртување.
Зацртај линија
Повеќето метални делови од плошки метални плочки се направени од плошки метални плочки, така што е потребно да се нацртаат вистинските димензии на површината на металните делови од плочки во плошка форма на металната плочка, која се нарекува раздвојување цртање.
2. Според сопствениците на отворањето на површината на составните делови, постојат два вида: проширливи површини и непроширливи површини.
3. Површата на компонентот може да биде целосно рамна на рамна површина без да се распрска или да се распрска, а овој тип на површина се нарекува распоредлива површина. Авионите, цилинтрите и коновите припаѓаат на распоредливи површини. Ако површината на делот не може да биде природно рамна и да се шири на рамна површина, таа се нарекува неоткривачка површина, како што е површината на сфера, круг прстен и хеликална површина, која може да се открие само приближно.
amount in units (real)
1. Пресечење: Пресечењето е процесот на сечење на материјалите во желба форма според развојот. Постојат многу методи за сечење на материјалите, кои може да се подели во сечење, удирање и сечење на ласер според типот и работниот принцип на машинската алатка.
1.1 Пресечење - Користете сечење машина за да ја пресечете желбата форма. Точноста може да достигне 0,2 mm или поголема, главно користена за сечење стрипови или сечење чисти материјали.
1.2 Убивање и сечење - Користете машина за удирање на ЦНК (CNC) или регуларна машина за удирање. Двајцата методи на сечење можат да постигнат прецизност од повеќе од 0,1 мм, но првиот има релативно ниска ефикасност за време на сечењето, додека вториот има висока ефикасност, но висока единствена цена, што го прави соодветен за големо производство.
1.2.1 Машините за удирање на ЦНК користат горни и долни форми за поправка на материјалот за време на сечењето, а работната маса за да се движи кон удирање и сечење на металот на листата, произведувајќи ја желбата форма на работниот дел. Постојат главно два вида машини за удирање на ЦНК: Таилифу и АМАДА.
1.2.2 Регуларниот печат за удар го користи движењето на горните и долните облици за удар на потребната форма на материјалот со користење на капкачки удар. Обичните машини за удирање генерално мора да се совпаѓаат со машина за удирање за да ја избришат потребната форма, односно, откако ќе го исече стриптизниот материјал со удирачката машина, машината за удирање може да ја избриша потребната материјална форма.
1.3 Лазерско сечење - користејќи лазерна опрема за сечење за континуиран сечење на металот на плочите за да се добие желба форма на материјалот. Неговата карактеристика е висока прецизност и способноста за процесирање делови со многу комплексни облики, но цената на процесирањето е релативно висока.
2. Формирање:
Формирањето на метал на листови е главен метод на процес на процес на метал на листови. Формирањето може да се подели на два вида: рачно формирање и машинско формирање. Рачното формирање честопати се користи како дополнителна процесија или завршувачка работа и ретко се вработува. Сепак, кога се обработуваат некои материјали со комплексни облики или подложни на деформирање, рачното формирање е сé уште неопходно. Рачното формирање се завршува со користење на едноставни поставувања и џигови. Се користат главно следните методи: свртување, крај, исечување, стрипење, завртување и обликување.
Главно разговараме за формирањето на машините овде: формирање на свртување, печатење формирање.
2.1 Формирање на креветот - Поправете ги горните и долните модели одделно на горните и долните работни ланципи на креветот, користете серво мотори за пренесување и движење на релативното движење на работните ланципи и комбинирајте ги обликите на горните и долните модели за да постигнете формирање на креветот од метал. Точноста на формирањето на свртувањето може да достигне 0,1 mm.
2.2 Формирање на печатот - Користејќи ја енергијата генерирана од моторното летачко коло за возење на горниот модел, комбинирана со релативната форма на горните и долните модели, металот на плочата е деформиран за да се постигне процесорот и формирањето на деловите. Прецизноста на формирањето на печатење може да достигне преку 0,1 mm. Машини за удирање може да се подели во обични машини за удирање и машини за удирање со висока брзина.
3. Поврзување на метални листови
Вентилациските канали и компонентите направени од метални листови можат да се поврзат со методи како што се поврзувањето на гризнатите заедници, поврзувањето на ривата, свирењето итн. Овој оддел воглавно претставува врски со гризење.
Кревовите на два парчиња метал од плоча (или двете страни од парче материјал) заедно се плочат и силно се притискаат еден против друг. Овој метод на поврзување се нарекува гризање (гризање). Металната врска со листови е процесот на поврзување на различни делови на одреден начин за добивање на желениот производ. Металните врски на листови може да се поделеат во свирење, ревитирање, низани врски итн.
amount in units (real)
1. Типови на гризнувања
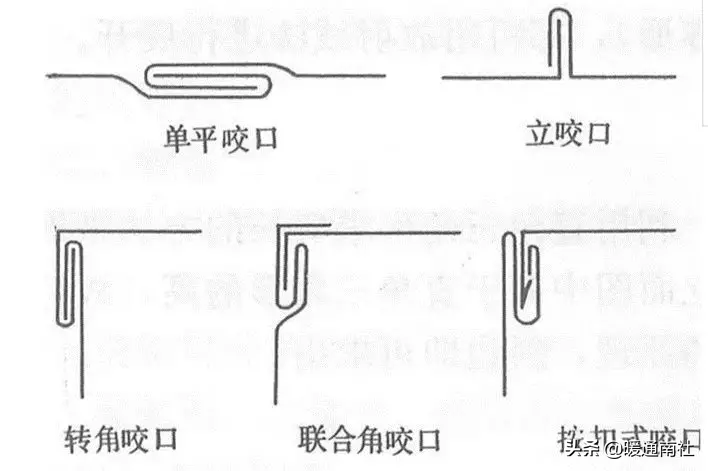
Стил на гризење на аголот и врзување
2. Апликација на гризење
Разни видови гризнати се користат главно во следните области:
(1) Единствен рамен гриз се користи за разделување на шеми од таблети, долгитудинални затворени шеми од канали или компоненти.
(2) Единствениот гриз се користи за кружни свртувања, назад и напред свртувања и хоризонтални свртувања на воздушни канали.
(3) Гризењето на аголот, гризањето на аголот и гризањето на аголот се користат за долгитудинални заклучувачки спојувања и правокутни лактички од правокутни канали или компоненти, како и аголни спојувања на теи.
amount in units (real)
Ширината на гризењето зависи од дебелината на апаратите за цевки, како што се покажува во масата 8-1.
Големината на дозволата за гризање е поврзана со ширината на гризањето, прекривањето на слоевите и користената машина.
2. За едно рамно гризање, едно вертикално гризање и аголно гризање, количината што останува на една табла е еднаква на ширината на гризањето, додека количината што останува на другата табла е двапати ширината на гризањето. Затоа, задржувањето на гризањето е еднакво на трипати ширината на гризањето.
3. За гризање на заедничкиот агол, оставете количина еднаква на ширината на гризањето на една табла и трипати ширината на гризањето на другата табла, што резултира со вкупно задржување на четири пати ширината на гризањето.
4. Додатокот за гризење треба да биде оставен на двете страни на таблата, ако е потребно.
Гризоците можат да се направат рачно или механички.
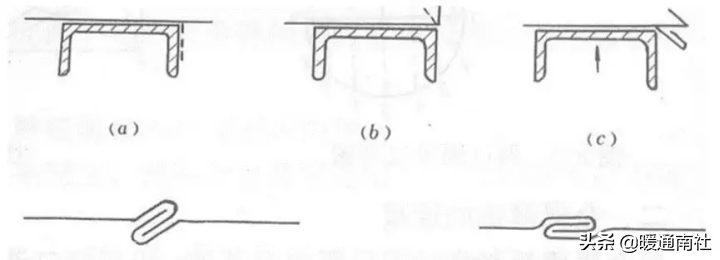
1. Рачно гризање
Рачниот процес на гризање е следен:
(1) Процесот на едно рамно гризање (како што е покажано во фигурата подолу) вклучува ставање на таблица со прецртани линии на свирење на каналот на челик, прилагодувајќи ги линиите на свирење на свирењето на каналот со работите на каналот на челик
(1) Машините за гризање вклучуваат линијарни машини за гризање и машини за гризање на лакторот, кои можат да го комплетираат формирањето на гризање на квадратни, правокутни, циркуларни цевки, лакторови, теи и цевки со променлив дијаметар. Формата на гризање е прецизна, површината е рамна, големината е константна и продуктивноста е висока.
(2) Процесот на механички гриз кој формира гриз е да го помине металот на листата преку неколку пари ротирачки ролици со различни облики на листата, постепено ја менува кривоста на рамното на листата од мало на големо, и постепено ја формира.
Кога се прават кружни воздушни канали од метал на плочи, е неопходно да се тркала и да се сврти метал на плочите. Кога се прават правокутни канали, е потребно да се склопи металниот плоч квадрат.
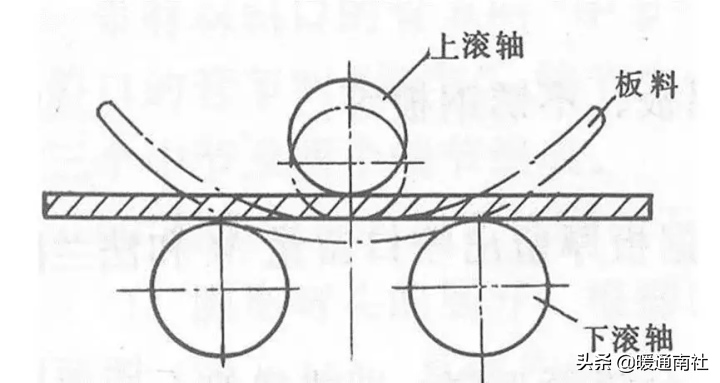
Методот на свртување на металот на плочата преку ротирачки ролер се нарекува вртење, исто така познат како вртење.
1. Основен принцип: Основниот принцип на вртење и свртување е покажан во фигурата. Металот на листата е ставен на долниот ролс, а далечината помеѓу горните и долните ролси може да се прилагоди. Кога оддалеченоста е помала од дебелината на металот на плочите, металот на плочите ќе се наведне, што се нарекува компресивно наведнување. Ако континуирано се ролираат, металната плоча формира гладна кривина во дометот до кој се ролираат (но двата краја на металната плоча се сé уште права поради неспособноста да се ролираат, и мора да се елиминира кога се формира делот). Значи суштината на тркалањето е континуирано свртување.
3.1 Советувањето може да се подели во: Советувањето на CO2, Советувањето на Ar, Советувањето на отпорот итн.
3.1.1 Принцип на процес на свирење на CO2: Користете заштитен гас (СОД) за механички изолирање на воздухот и топениот метал, спречувајќи оксидирање и нитридирање на топениот метал. Опремата за свирење на CO2 е главно поделена во роботски машини за свирење на CO2 и рачни машини за свирење на CO2.
3.1.2 Советувањето на аркови се користи главно за советуваое на алуминиум и материјалите од нервозен челик.
3.1.3 Работниот принцип на заштитување на отпорот: Користејќи ја отпорната топлина генерирана од струјата која поминува низ заштитувањето, заштитувањето е топено и загреано за поврзување на заштитувачките делови Опремата главно ја вклучува серијата Songxing, Qilong серијата итн.
3.2 Ревитирањето може да се подели во: врска со притисокот и врска со ревитирањето итн. Опасната опрема за ревирање вклучува ревирање машини, ревирање пиштоли и POP ревирање пиштоли.
3.2.1 Разбирањето на врската е процесот на притиснување на кругови и ореви во работниот дел за да можат да бидат поврзани со други делови преку жици.
3.2.2 Поврзувањето со риветот е употребата на ривите за повлекување и повлекување на двата компоненти заедно.
Третман на површината:
Декоративните и заштитните ефекти на површината на третманот на површината на производите се признаени од многумина индустрии. Во индустријата за метали на плочи, способните методи на површинско третман вклучуваат електроплатација, спрејсирање и други методи на површинско третман.
1. Електроплатацијата е поделена во: галбанизирање (боја цинк, бел цинк, син цинк, црн цинк), никелска платација, хромска платација итн.;
Главната функција е да се формира заштитен слој на површината на материјалот, кој игра заштитена и декоративна улога;
2. Сликата за спреј е поделена на два вида: слика за спреј и спреј. По претретманот на материјалот, покривањето е спреј на површината на работниот дел со спреј пиштол и гас, формирајќи покривање на површината на работниот дел. По сушењето, тој игра заштитна улога;
Рачно направена цевка за наведнување
Во опремата за негнување или производството на едно парче на мала партија, бројот на гнувања е мал, што го прави неекономското да се направат гнувачки форми. Во овој случај, се користи рачно гнување. Главните процеси на рачно покривање вклучуваат полнење на песок, маркирање, греење и покривање.
Кога рачно се наведнуваат цевките со исполнување песок, се користат следните главни методи за спречување на деформирањето на челичен цевк: исполнување на цевката со исполнувачи (како што се кварц песок, розин и легации со ниска топка на топење). За поголеми цевки од челик дијаметар, песокот генерално се користи. Пред наполнувањето на песокот, приклучи еден крај на челиковиот цевк со коничен дрвен запир. Има дупка за излез од воздухот на дрвениот запир за да дозволи воздухот внатре во цевката слободно да се ослободи кога е загреан и проширен. По наполнувањето на песокот, исто така приклучи и другиот крај на цевката со дрвен запир. Песокот вметнат во челик цевка треба да биде чист, сув и тесен.
За челик цевки со поголеми дијаметри, кога е непријатно да се користат дрвени плочи, може да се користат челик плочи.
Нацртај линија за одредување на должината на греењето на челичен цевк
Огреењето може да се направи со користење на јаглен, кокаин, јаглен гас или тешка нафта како гориво. Огреењето треба да биде бавно и униформно, а температурата за греење на обичен јаглерод челик е генерално околу 1050 [UNK]. Студеното наведнување се користи за цевките од челик без мраз и легиран челик.
Цевката може да се наведне на рачен уред за наведнување.
Главна цевка
Главниот свртен цевк е тип на цевка кој е свртен назад долж моделот користејќи јадрен шафт на машина за свртување на цевката. Функцијата на јадрото е да се спречи деформирање на крстосекцијата кога цевката е наведнена. Формите на јадровите шахти вклучуваат круга глава, насочена глава, лажица во форма, еднонасочен заедник, универзален заедник и флексибилен шахт.
Квалитетот на цевката со свртено јадро зависи од формата, големината и позицијата на цевката што се шири во цевката.
Безјачна цевка за покривање
Безјачен цевк за свртување е метод за контрола на деформирањето на челичен цевк користејќи го методот за свртување на челичен цевк на машината за свртување. Тоа предизвикува одредена количина на свртена деформирање да се примени на челичен цевк пред да влезе во зоната за свртување на цевката, така што надворешната страна на челичен цевк се протруши надвор за да ја надмине или ја намали деформирањето на челичен цевк за време на свртува
Coreless bent pipes are widely used. Кога радиусот на свртување на челик цевка е поголем од 1,5 пати дијаметар на цевката, генерално се користат безјадечни свртувања. Главните свртени цевки се користат само за челични цевки со поголеми дијаметри и тенки ѕидови дебели.
Покрај тоа, постојат методи за покривање на цевките како што се покривањето на врвниот притисок, покривање на средната фреквенција, покривање на пламенот и екструсивно покривање.
Челична цевка
Постојат два вида челички цевки: цевки од бесмирен челик и цевки од свирен челик.
amount in units (real)
Челичните цевки се поделени во топло valcovanи цевки, ладно влечени цевки, екструирани цевки итн. Според крстосекционалната форма, постојат два типа: кружни и нерегуларни. Според различни цели, постојат дебели ѕидови и тенки ѕидови цевки, а тенки ѕидови цевки се обично користат за метални делови од плочи.
amount in units (real)
Швежениот челичен цевк, исто така познат како швежен челичен цевк, се произведува со швежување челичен цевк и доаѓа во два вида: галванизиран и негалванизиран. Првиот се вика бел челичен цевк, а вториот се вика црн челичен цевк.
Спецификациите на челичките цевки се изразени во метричкиот систем како надворешен дијаметар и дебелина на ѕидот, а во империскиот систем како внатрешен дијаметар (сантиметри).
Методот на означување на големината за челичките цевки е: надворешен дијаметар, дебелина на ѕидот и должина, како што е цевката D60106000
Метод на поврзување на металните делови од плочи:
Металните делови од листови се составени од многу компоненти кои мора да се поврзани на одреден начин за да се формира целосен производ. Обично употребените методи на поврзување вклучуваат свирење, поврзување, поврзување со жици и проширување. Поврзаноста помеѓу челичките цевки, исто така, ги усвои и наведените методи. Што се однесува до врзувањето, врзувањето и врзувањето со жици
Раширувачкиот спој е метод на поврзување кој ја користи деформирањето на челичките цевки и плочите за цевки за да се постигне затворање и затворање. Може да користи механички, експлозивни и хидраулички методи за проширување на дијаметрот на челиковиот цевк, предизвикувајќи пластична деформирација на челиковиот цевк и еластична деформирација на ѕидот на цевката на плочата на цевката. Со употреба на повлекувањето на ѕидот на цевката на цевката за аплицирање радијален притисок на челиковиот цевк, спојбата помеѓу челиковиот цевк и цевката на цевката има доволна проширувачка Истовремено, истиот, исто така, треба да има добра сила на затворање (отпор на притисокот) за да се осигури дека медиумот внатре во опремата нема да протека од заедницата под работен притисок.







