English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Здраво на сите, во нашата машинска индустрија секогаш постоеше проблем со главоболката, што е стапката на грешки во операцијата.
Поминав некое време организирајќи го стандардниот процес на операција на ЦНК денес.
Водачите или пријателите кои се нови во индустријата можат да ја соберат, да ја печатат и да ја обесат на машинската алатка.

1. Подготовка
Подгответе ги потребните алатки, опрема итн. Првото нешто што треба да се направи на работа секој ден е да се провери дали различните параметри на машинската алатка се нормални, како што е дали постои ненормална бучава при стартувањето, дали различните компоненти на машинската алатка можат да функционираат нормално, дали лубричното масло, маслото за вртење итн. се нормални и без турбидитет, и да Ако постои процес на предавање, најдобро е да се предаде во писана форма, наместо вербално да се спречи взаемното поминување на доларите.
2. Вклучено
Пред да се стартува, машинската алатка мора да се врати на својата оригинална позиција. Ако машината не работи долго време, изврши ја програмата за загревање 5 до 10 минути по стартувањето. Брзината и стапката на храна постепено се зголемуваат од 20 отсто на 80 отсто додека не се заврши предгреењето на машината.
3. Програмска листа
Пред обработувањето, е потребно внимателно да се прочита листата и цртежите на програмата, да се потврди дека бројот на работната задача за обработување е ист и големината е иста, и да се стави правецот на работниот дел според листата на програмата.
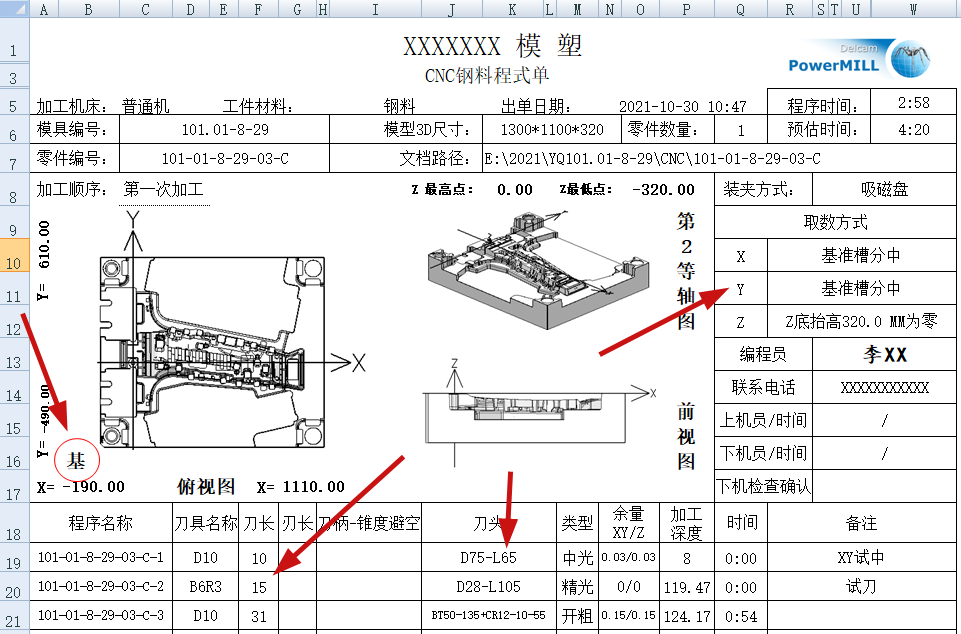 Процесорски лист
Процесорски лист
4. Пред да се качиш на машината
Пред да се стави работниот дел на машината, работната лента треба да се исчисти внимателно. Ако има бури на работниот дел, треба да се исчисти со датотека и да се избрише чист од прашина, масло од масло, масло од вода итн.
5. Печатење на масата
Кога се прави маса, важно е да се забележи дека ако е гладен материјал, паралелизмот, перпендикуларноста и рамнотежата на материјалот треба да се проверат, а правилот на аголот на работниот дел треба да се потврди пред да се калибрира масата.
6. Резултат во средината
За време на поделбата, референцискиот агол на програмниот лист треба да се види јасно. Откако поделбата ќе биде завршена, треба да се провери повторно, и ако е потребно, водачот на тимот или колегите треба да се проверат меѓусебно.
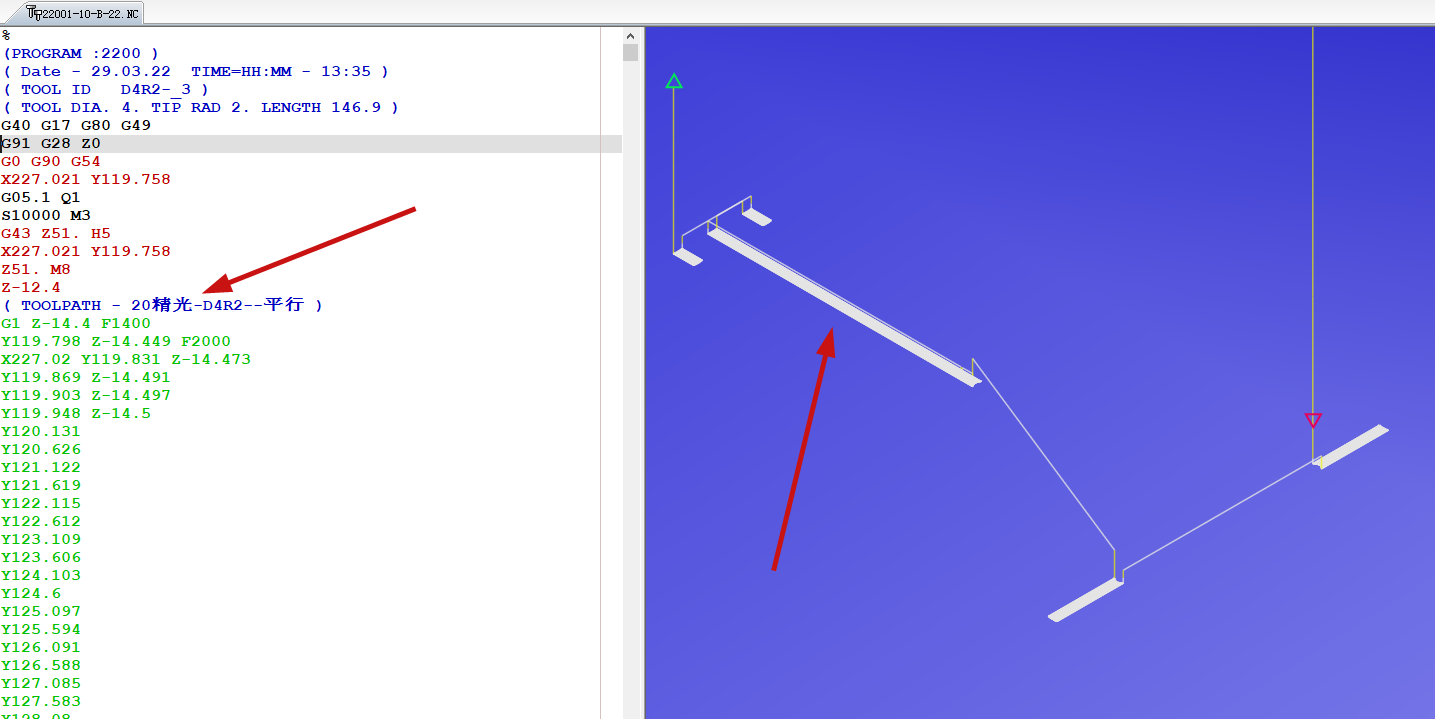
7. Симулација
Пред да се започне секоја програма, симулацијата на патеката на алатките треба да се провери за да се осигури дека нема проблеми со програмата за време на обработувањето. На почетокот на обработувањето, стапката на податоци треба да биде поставена како база или да се работи во еден оддел. Откако алатката ќе влезе нормално, стапката треба да се зголеми и првиот отсечен треба да се направи за да се потврди дали длабочината и позицијата на отсе
8. Процес на процес
За време на процесот на машинерирање, е потребно внимателно да се набљудува носењето на честичките алатки или алатките за сечење, да се мачат алатките на време и да се заменат честичките алатки за да се избегне скршување на алатките или штета на држачот на алатките. Откако обработувањето ќе се работи нормално, подгответе се за следната програма или работно место и организирајте го времето на обработувањето разумно.
9. Самоинспекција
Првиот чекор е самоинспекција и само по поминувањето на инспекцијата може да се отстрани од машината. Тогаш стави го работниот дел во процесираната област.
② Кога се пронајдени грешки во обработувањето, ве молам веднаш известете ја одговорната личност на местото.
10. 6S спецификација
Операторите треба да стават алатки и работни дела на соодветни позиции низ целиот работен процес и да ја одржат областа чиста и чиста, навистина постигнувајќи „организација, ректификација, чистење, чистост, литература и безбедност“.
11. Предање
Пред да се напушти работата, потребно е да се предаде работата на следниот оператор базиран на програмниот лист, да се објасни каде не е направено, што му треба внимание и што е итно, и да се чуваат записи.
Ако имате подобри процеси или мерки за спречување грешки, ве молам оставете порака за разговори и напредок заедно.