

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Perkenalan singkat dan paparan ringkasan industri logam helaian:

Dengan pembangunan industri pembuatan perkakasan, komunikasi, IT dan harian, pemprosesan logam lembaran telah menjadi semakin populer, dan pemahaman pemprosesan logam lembaran telah menjadi lebih diperlukan.
2. Operasi membuat helaian logam, profil dan paip secara manual atau secara mekanik menjadi bahagian dengan bentuk, saiz dan ketepatan tertentu dipanggil pemprosesan logam helaian; Ia digunakan secara luas dalam produksi ventilasi, saluran pengkondisi udara dan komponen mereka.
3. Bahagian logam lembaran kebanyakan dibuat dari lembaran logam dan perlengkapan paip. Kerana berat ringan, kekuatan tinggi dan ketat, bentuk boleh secara arbitrari kompleks, konsumsi bahan rendah, tidak perlu pemprosesan mekanik, dan permukaan licin, mereka banyak digunakan dalam kehidupan harian dan produksi industri, seperti tong, bak, saluran ventilasi, saluran paip pengangkutan bahan, pemprosesan penutup kereta, dll. Selain itu, mereka juga boleh digunakan untuk perbaikan luar kereta.
4. Pemprosesan helaian logam biasanya merujuk kepada kaedah seperti pemotong, bengkok, gulung, dan bentuk berputar. Secara umum, proses penggunaan bentuk untuk menyelesaikan pelbagai proses deformasi dipanggil stempel logam lembaran, sementara proses bentuk logam lembaran secara manual atau secara mekanik dipanggil pemprosesan logam lembaran.
Bahan logam helaian:
1. Plat elektrolitik: SECC (N) (plat menentang cap jari), SECC (P), DX1, DX2, SECD (plat gelisah). Kekerasan bahan: HRB50+-5, plat tegang: HRB32~37
2. Plat tergulung sejuk: SPCC, SPCD (plat gelisah), 08F, 20, 25, Q235-A, CRS. Kekerasan bahan: HRB50+-5, plat tegang: HRB32~37.
3. Plat aluminum; AL, AL (1035), AL (6063), AL (5052), dll.
4. Plat besi tanpa daun: SUS, SUS301 (302303304), 2Cr13, 1Cr18Ni9Ti, dll.
5. Bahan-bahan lain yang biasanya digunakan termasuk: plat tembaga murni (T1, T2), plat-rolled panas, plat baja spring, plat-plat aluminum zinc, profil aluminum, dll.
Teknologi pemprosesan logam helaian:
Teknologi pemprosesan logam helaian boleh dibahagi menjadi: menandai, memotong, melipat, gulung (bengkok), bengkok, menggigit atau penywelding, pembuatan flange, dan proses pemasangan flange. Bahagian ini terutama memperkenalkan proses seperti menandai, gulung, melipat, menggigit, dan bengkok.
\ 652881\ 65289Lukisbaris
1. Kebanyakan bahagian logam lembaran dibuat dari plat logam rata, jadi perlu melukis dimensi permukaan sebenar bahagian logam lembaran ke dalam bentuk lembaran pada plat logam, yang dipanggil melukis membuka.
2. Menurut ciri-ciri pembukaan permukaan bahagian-bahagian konstitusi, terdapat dua jenis: permukaan yang boleh diembangkan dan permukaan yang tidak boleh diembangkan.
3. Permukaan komponen boleh sepenuhnya rata pada permukaan rata tanpa merobek atau menggigit, dan jenis permukaan ini dipanggil permukaan yang boleh digunakan. Pesawat, silinder, dan konus milik permukaan yang boleh digunakan. Jika permukaan sebahagian tidak boleh dipandang secara alami dan menyebar pada permukaan rata, ia dipanggil permukaan yang tidak dapat dikesan, seperti permukaan sfera, cincin bulat, dan permukaan helikal, yang hanya boleh sekitar terbuka.
\65288; 2) Kaedah pemprosesan logam helaian
1. Memotong: Memotong adalah proses memotong bahan ke dalam bentuk yang diinginkan menurut pembukaan. Terdapat banyak kaedah untuk memotong bahan, yang boleh dibahagi menjadi memotong, tumbukan, dan memotong laser mengikut jenis dan prinsip kerja alat mesin.
1.1 Potong - Guna mesin potong untuk potong bentuk yang diinginkan. Ketepatan boleh mencapai 0.2 mm atau lebih, terutama digunakan untuk memotong tali atau memotong bahan bersih.
1.2 Pukulan dan memotong - Gunakan mesin pukulan CNC (NC) atau mesin pukulan biasa untuk memotong. Kedua-dua kaedah memotong boleh mencapai ketepatan lebih 0.1 mm, tetapi yang pertama mempunyai tanda memotong dan berkaitan rendah efisiensi semasa memotong, sementara yang kedua mempunyai efisiensi tinggi tetapi biaya tunggal tinggi, menjadikannya sesuai untuk produksi skala besar.
1.2.1 Mesin tumbuk CNC menggunakan bentuk atas dan bawah untuk memperbaiki bahan semasa memotong, dan jadual kerja untuk bergerak untuk tumbuk dan memotong lembaran logam, menghasilkan bentuk yang diinginkan bagi bahagian kerja. Kebanyakan ada dua jenis mesin punching CNC: Tailifu dan AMADA.
1.2.2 Tekan punch biasa menggunakan pergerakan bentuk atas dan bawah untuk punch keluar bentuk yang diperlukan bahan dengan menggunakan mati jatuh. Mesin tumbuk biasa biasa perlu sepadan dengan mesin tumbuk untuk tumbuk keluar bentuk yang diperlukan, iaitu, selepas memotong bahan garis dengan mesin tumbuk, mesin tumbuk boleh tumbuk keluar bentuk bahan yang diperlukan.
1.3 Pemotongan laser - menggunakan peralatan pemotong laser untuk memotong logam lembaran secara terus menerus untuk mendapatkan bentuk yang diinginkan bahan. Karakteristiknya adalah ketepatan tinggi dan kemampuan untuk memproses bahagian dengan bentuk yang sangat kompleks, tetapi biaya pemprosesan relatif tinggi.
2. Bentuk:
Sheet metal forming is a major processing method in Sheet Metal Processing. Bentukan boleh dibahagi kepada dua jenis: bentuk manual dan bentuk mesin. Penbentukan tangan sering digunakan sebagai proses tambahan atau kerja selesai dan jarang digunakan. Namun, apabila memproses beberapa bahan dengan bentuk kompleks atau cenderung untuk deformasi, bentuk manual masih tidak diperlukan. Penciptaan tangan selesai menggunakan peralatan sederhana dan jigs. Kaedah berikut terutama digunakan: bengkok, pinggir, potong, membungkuk, curling, dan bentuk.
Kami terutama membincangkan pembentukan mesin di sini: membentuk bengkok, membentuk stempel.
2.1 Bending Forming - Baik bentuk atas dan bawah secara terpisah pada bangku kerja atas dan bawah katil melipat, guna motor servo untuk menghantar dan memandu pergerakan relatif bangku kerja, dan gabungkan bentuk bentuk atas dan bawah untuk mencapai bentuk bentuk lembaran logam. Ketepatan bengkokkan boleh mencapai 0.1 mm.
2.2 Membentuk Stamping - Menggunakan kuasa yang dijana oleh roda terbang yang dipandu motor untuk memandu bentuk atas, bergabung dengan bentuk relatif bentuk bentuk atas dan bawah, logam helaian adalah deformasi untuk mencapai pemprosesan dan bentuk bahagian. Ketepatan pembentukan stempel boleh mencapai lebih dari 0.1 mm. Mesin pukulan boleh dibahagi menjadi mesin pukulan biasa dan mesin pukulan kelajuan tinggi.
3. Sambungan lembaran logam
Kandungan ventilasi dan komponen yang dibuat dari lembaran logam boleh disambungkan menggunakan kaedah seperti sambungan kongsi gigitan, sambungan rivet, penyelesaian, dll. Bahagian ini terutama memperkenalkan sambungan gigitan.
Lekat dan gigit pinggir dua potongan logam lembaran (atau kedua-dua belah bahagian materi) bersama-sama dan tekan dengan kuat satu sama lain. Kaedah sambungan ini dipanggil menggigit (seam). Sambungan logam helaian adalah proses menyambung bahagian yang berbeza dengan cara tertentu untuk mendapatkan produk yang diinginkan. Sambungan logam helaian boleh dibahagi menjadi penywelding, riveting, threaded connections, dll.
\ 652881\ 65289Sambungangigit
1. Jenis gigitan
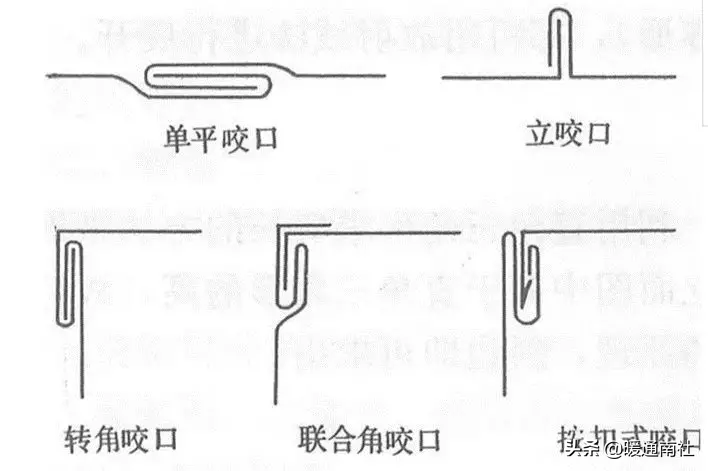
Gaya gigitan sudut dan buckle
2. Aplikasi Penggigitan
Berbagai jenis gigitan terutama digunakan dalam kawasan berikut:
(1) gigitan rata tunggal digunakan untuk pemisahan seam papan, seam penutup longitudinal saluran atau komponen.
(2) gigitan tunggal digunakan untuk bengkok bulat, bengkok belakang dan balik, dan bengkok mengufuk saluran udara.
(3) Penggigitan sudut, penggigitan sudut kongsi, dan penggigitan pada penggigitan digunakan untuk kongsi tutup panjang dan siku segiempat kanan atau komponen segiempat, serta kongsi sudut tees.
652882_ 65289Width and allowance
Lebar gigitan bergantung pada tebal perlengkapan paip, seperti yang dipaparkan dalam Jadual 8-1.
Saiz kesediaan gigitan berkaitan dengan lebar gigitan, lapisan yang meliputi, dan mesin yang digunakan.
2. Untuk gigitan rata tunggal, gigitan menegak tunggal, dan gigitan sudut, jumlah yang tersisa di satu papan sama dengan lebar gigitan, sementara jumlah yang tersisa di papan lain adalah dua kali lebar gigitan. Oleh itu, retensi gigitan sama dengan tiga kali lebar gigitan.
3. Untuk gigitan sudut kongsi, tinggalkan jumlah yang sama dengan lebar gigitan pada satu papan dan tiga kali lebar gigitan pada papan yang lain, yang mengakibatkan keseluruhan retensi empat kali lebar gigitan.
4. Hadiah gigitan harus ditinggalkan di kedua-dua sisi papan sesuai dengan yang diperlukan.
Bits boleh dilakukan secara manual atau secara mekanik.
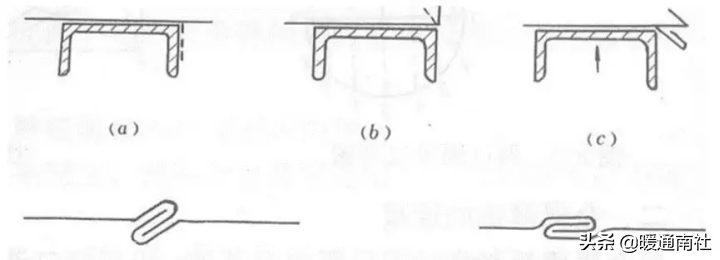
1. Penggigitan manual
Proses bit manual adalah seperti berikut:
(1) Pemprosesan gigitan rata tunggal (seperti yang ditampilkan dalam figur di bawah) melibatkan meletakkan plat dengan garis bengkok bersinar terletak di atas besi saluran, mengajarkan garis bengkok bersinar dengan pinggir besi saluran
(1) Mesin gigitan termasuk mesin gigitan linear dan mesin gigitan siku, yang boleh menyelesaikan pembentukan gigitan dari paip kuasa dua, segiempat, bulat, siku, tepi, dan paip diameter pembolehubah. Bentuk gigitan adalah tepat, permukaan rata, saiz konsisten, dan produktifiti tinggi. Ia digunakan secara luas dalam pemprosesan saluran kondisi udara dan ventilasi.
(2) Proses gigitan membentuk gigitan mekanik adalah untuk melewati lembaran logam melalui pasangan berbilang gulung berputar dengan bentuk tumpuan berbeza, secara perlahan-lahan mengubah lengkung pinggir lembaran dari kecil ke besar, dan secara perlahan membentuknya.
When making circular air ducts from sheet metal, it is necessary to roll and bend the sheet metal. Apabila membuat saluran segiempat, perlu melipat lembaran logam kuasa dua.
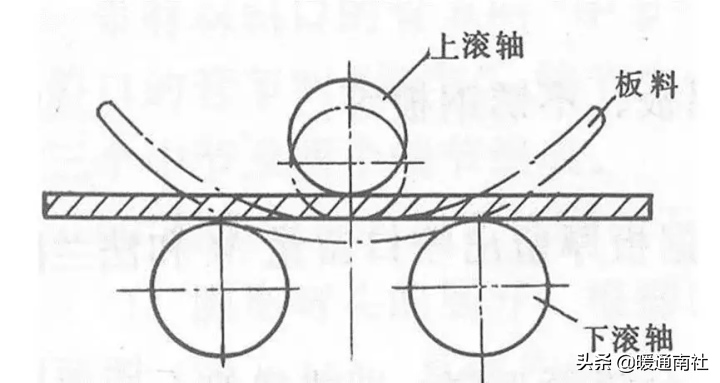
Kaedah untuk mengelilingi logam helaian melalui roller berputar dipanggil gulungan, juga dikenali sebagai pusingan.
1. Prinsip asas: Prinsip asas gulung dan bengkok dipaparkan dalam figur. Logam helaian ditempatkan pada gulung bawah, dan jarak antara gulung atas dan bawah boleh disesuaikan. Apabila jarak lebih kurang dari tebal logam lembaran, logam lembaran akan membengkuk, yang dipanggil pembungkuk kompresi. Jika terus berguling, lembaran logam membentuk lengkung licin dalam julat ia diguling ke (tetapi dua ujung lembaran logam masih lurus kerana tidak mampu berguling, dan mesti dibuang apabila membentuk bahagian). Jadi inti gulungan adalah bengkok terus menerus.
3.1 Penyelidikan boleh dibahagi menjadi: penyidian CO2, penyidian Ar, penyidian resistensi, dll.
3.1.1 Prinsip pemprosesan penyelesaian CO2: Guna gas pelindung (CO2) untuk mengisolasi udara secara mekanik dan logam cair, mencegah oksidasi dan nitridasi logam cair. Ia terutamanya digunakan untuk penyelesaian bahan besi. Karakteristik: sambungan tegar dan prestasi penyelesaian yang baik. Kegagalan: deformasi mudah semasa penyelesaian Peralatan penyelesaian CO2 kebanyakan dibahagikan menjadi mesin penyelesaian CO2 robot dan mesin penyelesaian CO2 manual.
3.1.2 Penyesuaian Ar arc terutamanya digunakan untuk penywelding aluminum dan bahan-bahan besi yang tidak bersih. prinsip pemprosesan dan keuntungan dan kelemahan adalah sama dengan CO2, dan peralatan juga dibahagi menjadi penywelding robot dan penywelding manual.
3.1.3 Prinsip kerja penyelesaian perlahan: Menggunakan panas perlahan yang dijana oleh arus yang melewati kepingan penyelesaian, kepingan penyelesaian dicair dan dihanas untuk menyambungkan kepingan penyelesaian Peralatan terutamanya termasuk siri Songxing, siri Qilong, dll.
3.2 Pemindahan boleh dibahagi menjadi: sambungan pemindahan tekanan dan sambungan pemindahan, dll. Peralatan yang biasa termasuk mesin yang merobek, merobek senjata, dan POP merobek senjata.
3.2.1 Membuang sambungan adalah proses menekan skru dan kacang ke dalam bahagian kerja supaya ia boleh disambung ke bahagian lain melalui benang.
3.2.2 Sambungan garis adalah penggunaan garis untuk menarik dan garis dua komponen bersama-sama.
Pengawalan permukaan:
Kesan dekoratif dan perlindungan pengobatan permukaan pada permukaan produk dikenali oleh banyak industri. Dalam industri logam helaian, kaedah perawatan permukaan yang biasanya digunakan termasuk elektroplating, semburkan, dan kaedah perawatan permukaan lain.
1. Elektroplatik dibahagi menjadi: galvanizing (zink warna, zink putih, zink biru, zink hitam), plating nikel, plating krom, dll;
Fungsi utama ialah membentuk lapisan perlindungan pada permukaan bahan, yang bermain peranan perlindungan dan dekoratif;
2. Lukisan semburan dibahagi kepada dua jenis: semburan lukisan dan semburan bubuk. Selepas rawatan awal bahan-bahan, jubah disembelih ke atas permukaan bahagian kerja dengan pistol semburan dan gas, membentuk jubah pada permukaan bahagian kerja. Selepas kering, ia bermain peran perlindungan;
Pipa bengkok buatan tangan
Dalam peralatan yang tidak bengkok atau produksi batch kecil sekeping tunggal, bilangan bengkok kecil, membuat ia tidak ekonomi untuk membuat bengkok bengkok. Dalam kes ini, bengkok manual digunakan. Proses utama pembelokan manual termasuk penuhian pasir, penandaan, pemanasan, dan pembelokan.
\ 65288; 1 When manually bending pipes with sand filling, the following main methods are used to prevent deformation of the steel pipe section: filling the pipe with fillers (such as quartz sand, rosin, and low melting point alloys). Untuk paip besi diameter lebih besar, pasir biasanya digunakan. Sebelum mengisi pasir, plug satu hujung paip besi dengan penapis kayu konik. Terdapat lubang keluar udara pada penapis kayu untuk membenarkan udara di dalam paip untuk bebas bila dihangat dan dilambangkan. Selepas mengisi pasir, juga plug hujung lain paip dengan penapis kayu. pasir yang dimuatkan ke dalam paip baja seharusnya bersih, kering, dan ketat.
Untuk paip baja dengan diameter yang lebih besar, apabila tidak selesa untuk menggunakan plug kayu, plat plug baja boleh digunakan.
\65288; 2) Lukis garis untuk menentukan panjang pemanasan paip besi
\65288; 3) Penghangatan boleh dilakukan menggunakan batu charcoal, koks, gas batu, atau minyak berat sebagai bahan bakar. Pemanasan seharusnya lambat dan seragam, dan suhu pemanasan bagi besi karbon biasa adalah umumnya sekitar 1050. Bengkiran sejuk digunakan untuk paip baja yang tidak stainless dan baja legasi.
\65288; 4) Pipa besi yang bengkok dan hangat boleh bengkok pada peranti bengkok manual.
Pipa bengkok utama
Pipa bengkok utama adalah jenis paip yang bengkok kembali sepanjang bengkok menggunakan bengkok utama pada mesin bengkok paip. Fungsi bengkok inti adalah untuk mencegah deformasi seksyen salib apabila paip dibelakang. Bentuk pecahan inti termasuk kepala bulat, kepala tertuju, sudu bentuk, kongsi satu arah, kongsi universal, dan pecahan fleksibel.
Kualiti paip bengkok inti bergantung pada bentuk, saiz, dan kedudukan bengkok inti melangkah ke dalam paip.
Pipa bengkok tanpa Coreless
Pipa bengkok tanpa asas adalah kaedah untuk mengawal deformasi seksyen paip baja menggunakan kaedah deformasi terbalik pada mesin bengkok. Ia menyebabkan sejumlah deformasi terbalik untuk dilaksanakan pada paip baja sebelum memasuki zon deformasi bengkok, sehingga sisi luar paip baja melambat ke luar untuk ofset atau mengurangi deformasi seksyen paip baja semasa bengkok, dengan itu memastikan kualiti paip bengkok.
Pipa bengkok tanpa Coreless digunakan secara luas. Apabila radius bengkok paip besi lebih besar daripada 1.5 kali diameter paip, bengkok tanpa batang biasanya digunakan. Pipa bengkok utama hanya digunakan untuk paip baja dengan diameter yang lebih besar dan tebal dinding yang lebih tipis.
Selain itu, terdapat kaedah pembelokan paip seperti pembelokan tekanan atas, pembelokan frekuensi tengah, pembelokan api, dan pembelokan ekstrusi.
Pipa besi
Terdapat dua jenis paip baja: paip baja tanpa senyap dan paip baja bersayap.
amount in units (real)
Pipa baja tanpa senyap dibahagi menjadi paip tergulung panas, paip tergelincir sejuk, paip tergelincir, dll. Menurut bentuk segi-segi, terdapat dua jenis: bulat dan tidak betul. Pipa besi tidak biasa termasuk kuasa dua, oval, segi tiga, bentuk bintang, dll. Menurut tujuan yang berbeza, terdapat tabung tembok tebal dan tembok tipis, dan tabung tembok tipis biasanya digunakan untuk bahagian logam lembaran.
amount in units (real)
Pipa besi terweld, juga dikenali sebagai paip besi terweld, dibuat dengan penyweld tali besi dan datang dalam dua jenis: galvanized dan tidak galvanized. Yang pertama dipanggil paip besi putih, dan yang kedua dipanggil paip besi hitam.
Spesifikasi paip besi diungkapkan dalam sistem metrik sebagai diameter luar dan tebal dinding, dan dalam sistem imperial sebagai diameter dalaman (inci).
Kaedah penandaan saiz bagi paip baja adalah: diameter luar, tebal dinding, dan panjang, seperti paip D60106000
Kaedah sambungan bagi bahagian logam helaian:
Bahagian logam helaian terdiri dari banyak komponen yang mesti disambung dengan cara tertentu untuk membentuk produk lengkap. Kaedah sambungan yang biasa digunakan termasuk penywelding, riveting, threaded sambungan, dan kumpulan pengembangan. Sambungan antara paip besi juga mengadopsi kaedah yang disebut atas. Mengenai penyelesaian, penyelesaian, dan sambungan dengan benang
Perhubungan pengembangan adalah kaedah sambungan yang menggunakan deformasi paip besi dan plat paip untuk mencapai penyegelan dan perangkap. Ia boleh menggunakan kaedah mekanik, letupan, dan hidraulik untuk mengembangkan diameter paip besi, menyebabkan deformasi plastik paip besi dan deformasi elastik dinding lubang plat paip. Dengan menggunakan rebound dinding lubang plat paip untuk melaksanakan tekanan radial pada paip besi, gabungan antara paip besi dan plat paip mempunyai kekuatan pengembangan yang cukup (kuasa menarik), memastikan paip besi tidak akan ditarik keluar dari lubang paip apabila gabungan berfungsi (dalam kuasa). Pada masa yang sama, ia juga sepatutnya mempunyai kekuatan penyegelan yang baik (kekebalan tekanan) untuk memastikan bahawa medium di dalam peralatan tidak akan bocor keluar dari gabungan di bawah tekanan kerja.









