English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

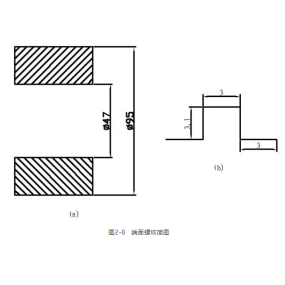
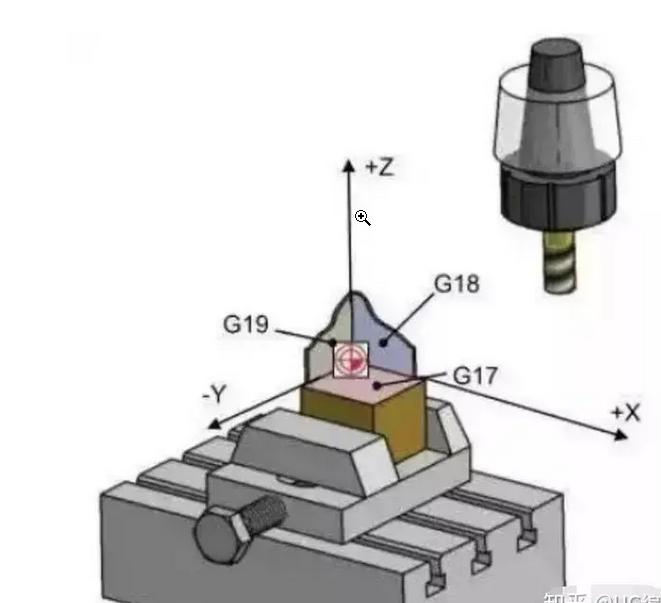
1[UNK] Perkenalan ke Kaedah Perprogram: Alat mesin CNC adalah jenis alat mesin yang bergantung pada sistem kawalan digital untuk mengawal pergerakan mekanik secara automatik dan bahagian proses. Dalam alat mesin CNC, arahan program adalah input untuk benarkan mesin untuk melakukan operasi mesin pada bahagian kerja. Terdapat banyak kaedah untuk memprogram alat mesin CNC, tetapi yang paling biasa digunakan adalah kaedah pemrograman tiga paksi. Kawalan tiga paksi merujuk kepada kawalan kedudukan dan bentuk bahagian kerja yang diproses dengan mengawal pergerakan tiga arah katil mesin CNC. Ketiga paksi adalah X, Y, dan Z, berdasarkan. Paksi X mewakili arah pergerakan di katil bahagian kerja, paksi Y mewakili arah kiri dan kanan, dan paksi Z mewakili arah atas dan bawah. 2[UNK] Arahan langkah program: 1. Operasi nol Sebelum program, perlu melakukan operasi nol, yang bermakna paksi koordinat alat mesin CNC kembali ke keadaan awalnya. 2. Umumnya terdapat dua cara untuk memilih sistem koordinat untuk alat mesin CNC: sistem koordinat mutlak dan sistem koordinat relatif. Sistem koordinat mutlak mengira kedudukan mesin berdasarkan titik tetap pada bangku kerja alat mesin sebagai asal koordinat. Sistem koordinat relatif menentukan asal koordinat dengan titik permulaan mesinan sebagai titik rujukan, dan menghitung kedudukan mesinan berdasarkan ini. 3. Ada dua kaedah interpolasi untuk dipilih: interpolasi linear dan interpolasi bulatan, yang digunakan untuk mesin garis lurus dan lengkung, berdasarkan. Di antara mereka, interpolasi lengkung termasuk dua arah: arah jam dan arah lawan jam. 4. Tulis program berdasarkan keperluan mesinan bagi bahagian kerja. Program patut mengikut prinsip mesinan pantas diikuti dengan perlahan, kasar diikuti dengan baik, dan kecil diikuti dengan besar. 5. Masukkan dan memulakan program. Masukkan program ditulis ke dalam alat mesin CNC dan memulakan program. Perhatikan bahawa program perlu diproses dan diperiksa sebelum dimulakan.
3[UNK] Jaga-jaga perancangan: 1. Input program patut memberi perhatian kepada kebijaksanaan format dan arahan sintaks. 2. Apabila mengembalikan koordinat dan panjang alat, perlu menetapkannya mengikut peraturan yang diberikan oleh pembuat alat mesin. 3. Untuk pemprosesan yang lebih kompleks, pemotongan percubaan berbilang diperlukan untuk menentukan parameter dan nilai kompensasi sebelum ia boleh diletakkan ke dalam produksi rasmi. 4. Semasa pemprosesan, pengawasan patut dilakukan untuk menyesuaikan parameter pemprosesan secara tepat waktu. 5. Sebelum memulakan program, tindakan keselamatan dan pemeriksaan perlu diambil untuk memastikan keselamatan semasa pemprosesan.
Perprogram alat mesin CNC adalah aktiviti teknikal yang penting yang memerlukan keterampilan dalam pengetahuan tertentu. Hanya latihan yang membuat latihan sempurna, dan latihan terus menerus dan ringkasan pengalaman boleh menulis program kualiti yang lebih tinggi. Saya harap kandungan di atas membantu semua orang.