

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

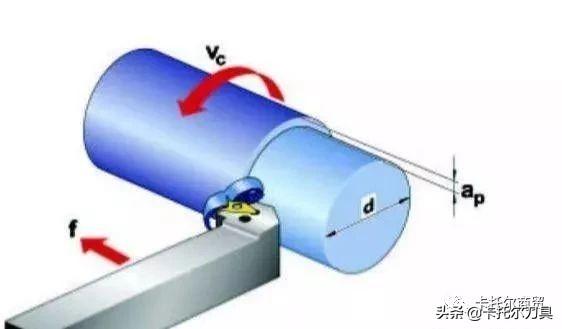
Putar adalah kaedah mesinan yang menggunakan pinggir potong dengan bentuk tertentu untuk putar bahagian kerja. Secara umum, bahagian kerja mengalami pergerakan putaran, sementara alat pinggir potong tunggal bergerak sepanjang permukaan mesinan. Berbanding dengan membosankan dan pemilihan, penukaran adalah kaedah mesinan yang paling biasa dalam mesinan modern. Hari ini, masalah penukaran hanya terbatas kepada komposisi cip dan biaya pemprosesan. Arah aliran dan pecahan cip cip berputar boleh dikawal, yang tidak hanya bermakna membuang bahan potong dari kawasan mesin, tetapi juga cip perlu pecahan dengan cara dikawal dan membawa jauh panas potong yang dijana oleh proses potong sebanyak yang mungkin.
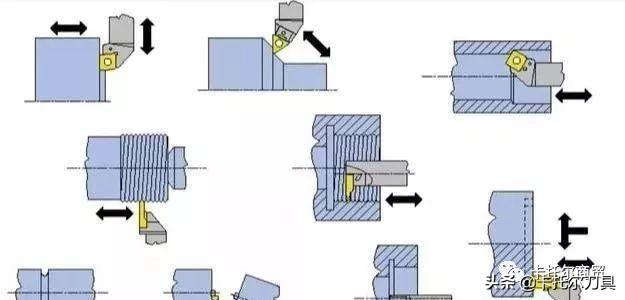
1[UNK] Variasi penukaran
Pemprosesan lubang

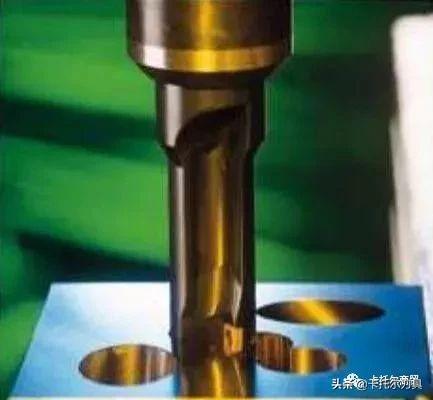
3[UNK] Variasi pemprosesan lubang

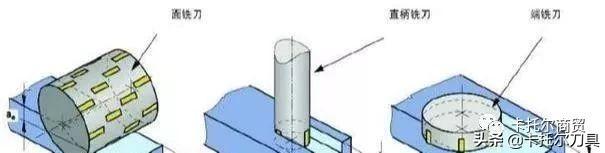
4[UNK] Meling
Pemilihan juga adalah kaedah pembuatan mesin yang melibatkan pemotongan logam graded melalui pergerakan. Alat berputar semasa bahagian kerja umum diberi makan dalam baris lurus ke arah alat. Dalam beberapa kes, bahagian kerja memegang alat tetap dan berputar untuk sumber linear sisi. Alat pemilihan mempunyai beberapa pinggir memotong yang boleh terus-menerus memotong sejumlah bahan tertentu. Dua atau lebih pinggir memotong ke dalam bahan bersama-sama, sehingga alat memotong bahan ke kedalaman tertentu pada bahagian kerja. Mesin kasar ditandakan oleh jumlah cip memotong, dan sumber tinggi dan kedalaman memotong maksimum dipilih semasa mesin kasar untuk memotong sebanyak mungkin dalam masa singkat. Mesin keras tidak memerlukan kualiti permukaan tinggi bagi bahagian kerja. Semasa mesinan ketepatan, pertimbangan utama adalah kualiti permukaan bahagian kerja daripada volum cip. Secara umum, kedalaman potongan kecil digunakan untuk mesinan ketepatan. Jika anda mahu belajar program UG, anda boleh mendapatkan bahan belajar dalam kumpulan QQ 45867470. Tepi potongan sekunder alat mempunyai bentuk istimewa. Menurut alat mesin yang digunakan, kaedah memotong, data, dan pemotong pemotong piawai dipilih, kualiti permukaan boleh mencapai Ra1,6 µm dalam keadaan yang baik dan bahkan mencapai.

5[UNK] Variasi pemilihan

6[UNK] Pemilihan muka
Definisi: Memproses pesawat. Pemilihan wajah adalah jenis pemilihan yang paling biasa digunakan, digunakan untuk pemilihan pesawat selari wajah alat. Pemotong mili sering dipasang pada tulang belakang. Proses pemilihan muka akhir boleh menggunakan alat pemotong dengan diameter tertentu untuk menyelesaikan pemilihan bahagian kerja dalam satu lejang, dan juga boleh menggunakan pemotong pemilihan dengan diameter yang memerlukan beberapa lejang untuk menyelesaikan pemilihan bahagian kerja.
7[UNK] Pemilihan akhir
Definisi: Proses sekitar 90 langkah permukaan. Jenis pemilihan ini agak serupa dengan pemilihan muka, tetapi sudut pinggir pinggir lingkungan bermain peran yang menentukan. Jika bahagian tertentu bahagian kerja yang akan diproses mempunyai bahu 90, hanya jenis alat ini boleh digunakan. Wajah sisi (sudut pencerobohan utama) alat selari dengan paksi putaran. Pemilihan ini sering digunakan untuk pemilihan langkah, pemilihan bahu, atau pemilihan akhir.

Pemilihan profil
Definisi: Memproses permukaan bentuk bebas (permukaan lengkung)

9[UNK] Ganti tumbuhan untuk pusingan, pengeboran, dan ketepatan membosankan sisip yang boleh dindeksa
10[UNK] Mengganti bentuk tumpukan bagi penyisihan indeksable
Suzhou Cator, juga dikenali sebagai Suzhou Cator Trading Co., Ltd., telah dicipta pada tahun 2000. Ia adalah syarikat perdagangan yang khusus dalam mengimport alat potong logam dan peralatan alat mesin.

Pada permulaan pembangunannya, ia secara berturut-turut mendapat ejen tahap pertama di China untuk produk dari Kyocera, TOSG, OSG, MITSUBISHI MATERIALS, YAMAWA, dan SUMITOMO.
Kawan, selepas membaca artikel ini, adakah anda fikir ia masuk akal? Atau awak ada pendapat yang berbeza? Selamat datang untuk komentar di bawah dan menikmati pendapat dan komentar anda sendiri! Anda juga boleh menghantarnya ke bulatan sosial anda untuk melihat bagaimana pandangan mereka?










