English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

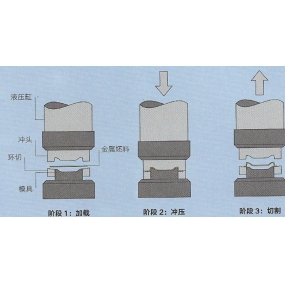
Ciri aliran logam semasa menumbuk lubang adalah pada peringkat permulaan tebukan. Sisa dimampatkan oleh acuan cembung dan ditolak ke arah kawasan sekeliling lubang, dengan itu hanya menyebabkan ubah bentuk lubang bersebelahan dan pinggir bentuk bahan kerja. Apabila menumbuk lubang kecil, pengerasan dan pengurangan keplastikan bahan berlaku. Berbanding dengan acuan tebukan lain, acuan tebukan lubang kecil mempunyai ciri khas, diameter acuan cembung kecil, jarak cetakan cekung sempit, mudah disentuh, dan acuan cembung mudah pecah. Untuk mengelakkan keretakan acuan cembung, terdapat keperluan yang lebih tinggi untuk acuan cembung. Sebagai tambahan kepada susunan kain yang betul dan munasabah untuk pelbagai orientasi saiz, pertimbangan khusus harus diberikan kepada masalah pemilihan bahan acuan cembung.
Untuk acuan bonggol yang dirancang oleh kilang pengecap berhampiran, bahan diperbuat daripada keluli dan boleh diganti, dan alat ganti ditambah dalam kuantiti untuk mengelakkan kesan pengeluaran apabila acuan bonggol retak.
Semasa merancang acuan lubang kecil, anda harus memberi perhatian kepada isu-isu berikut:
1. Apabila merancang acuan bonggol, kekuatannya hendaklah ditentukan mengikut kekuatan ricih bahan kerja. Jika perlu, acuan bonggol bertingkat boleh digunakan untuk meningkatkan ketegaran.
2. Acuan cembung hendaklah diletakkan dalam orientasi simetri seboleh mungkin untuk mengelakkan sisihan yang lebih besar antara orientasi pusat daya pengikat dan pemegang acuan, dan momen harus kira-kira seimbang dan tidak mudah pecah. 000 @ 0003. Rintangan menguli yang berlaku di dalam bahan antara lubang apabila dilindung nilai dengan beberapa lubang pada plat keluli memaksa acuan cembung untuk melenturkan ke arah garis besar bentuk bahan kerja, meningkatkan geseran antara acuan cembung dan bahan, dengan itu meningkatkan daya nyahcas secara mendadak. Apabila menumbuk lubang, acuan cembung harus memilih peranti pemandu untuk meningkatkan kekuatannya dan meningkatkan hayat acuan cembung.
4. Acuan cembung berfungsi, sebagai tambahan kepada tegasan mampatan yang disebabkan oleh daya pemotongan hentakan, tetapi juga menerima tegasan tegangan yang disebabkan apabila memunggah, dan terdapat kepekatan tegasan yang lebih besar pada kelebihan acuan cembung, terutamanya apabila bahan mentah lubang kecil dan bahan yang lebih keras ditumbuk, acuan cembung mengalami kerosakan keletihan di bawah beban kitaran, jadi kilang pengecap berhampiran harus berhati-hati dalam menentukan pemilihan bahan acuan cembung dan spesifikasi rawatan haba, dan keperluan yang munasabah untuk kekerasan dan ketahanan mesti diambil kira.
5. Cuba elakkan pemecahan acuan cembung yang disebabkan oleh jurang acuan yang kecil dan tidak sekata, ketepatan peralatan stamping yang lemah, pemasangan acuan yang tidak baik, dsb. Apabila menghampiri bentuk bahan kerja dan saiz lubang, ia sering menyebabkan ubah bentuk bentuk secara amnya, dan ubah bentuk satu sisi yang diringkaskan dalam bentuk boleh menyebabkan hujung acuan cembung berliku-liku, dan menyebabkan acuan cembung pecah.
Oleh itu, orientasi lubang kecil harus dijauhkan daripada bentuk umum, dan secara amnya orientasi lubang lebih jauh daripada bentuk, untuk mengelakkan ubah bentuk umum.
Artikel ini dari EMAR Mould Co., Ltd. Untuk maklumat lanjut tentang EMAR, sila klik: www.sjt-ic.com!