English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Għodod tal-magni CNC ta’ livell għoli
Dawn is-sitt kliem fihom tliet saffi ta’ kunċetti, a ħna nħarsu aktar mill-qrib lejn kull saff.

Magna tat-tħin tas-CNC b’ħames assi Handtmann PBZ HD
L-ewwel nett, x'inhi "għodda tal-magna"?
F'sens dejjaq, "għodda tal-magni" ġeneralment tirreferi għal "għodda tal-magni tal-qtugħ" (f'sens dejjaq, hija minħabba li hemm ukoll għodda addittivi tal-magni tal-manifattura bħall-istampar 3D jew għodda oħra speċjali tal-magni), li jużaw metodi tal-qtugħ biex jipproċessaw biċċiet tax-xogħol f'partijiet tal-magni. Jiġifieri, għodod tal-magni huma l-magni li jimmanifatturaw magni, għalhekk huma magħrufa wkoll bħala "magni li jaħdmu". Fil-Ġappuniż, huma msejħa "makkinarju li jaħdem" (こさくき), u fl-Ingliż, huma msejħa "Għodod tal-Makkinarju".
L-ewwel għodda vera tal-magna kienet fil-fatt magna borża, inventata mill-industrijalista Brittannika John Wilkinson fl-1775. Il-motivazzjoni oriġinali għall-invenzjoni ta’ din il-magna borża kienet li tiġi solvuta l-problema prattika tal-manifattura ta’ barili tal-kanuni ta’ preċiżjoni għolja fl-militar f’dak iż-żmien.
Il-makkinarju boring huwa proċess tal-qtugħ li juża għodod tal-qtugħ biex jikber id-dijametru intern tat-toqob jew kontorni ċirkolari oħra fuq biċċiet tax-xogħol li jduru. Hija tikkorrispondi għal dawran, li huwa proċess ta’ qtugħ li juża għodda biex inaqqas id-dijametru ta’ barra ta’ biċċa tax-xogħol li ddur jew biex jifforma l-wiċċ tat-tarf. [2]
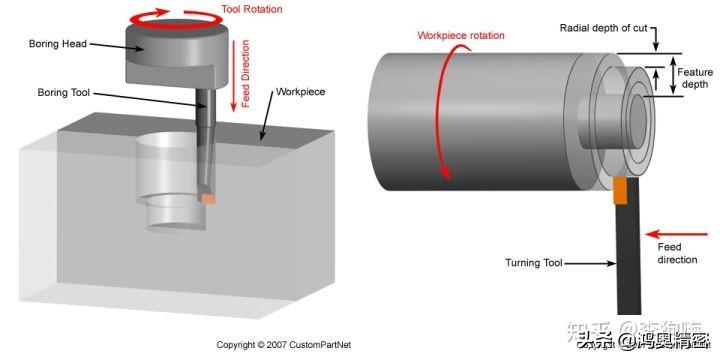
Proċessi ta’ tbatija (tax-xellug) u dawran (tal-lemin)
Wilkinson ta’ 47 sena, wara sforzi kontinwi fil-fabbrika ta’ missieru, fl-aħħar ħolqot din il-magna ġdida li tista’ tipproduċi barili tal-kanun bi preċiżjoni rari. Il-prinċipju ta’ ħidma huwa li x-xaft fiss tal-għodda tat-tbaħħir idur permezz ta’ rota tal-ilma u jimbottaha relattivament mal-biċċa tax-xogħol ċilindrika. ix-xaft fiss tal-għodda tat-tbaħħir jgħaddi miċ-ċilindru u huwa appoġġjat fiż-żewġ truf. Minħabba l-moviment relattiv bejn l-għodda u l-biċċa tax-xogħol, il-materjal jitħallat f’toqba ċilindrika ta’ preċiżjoni
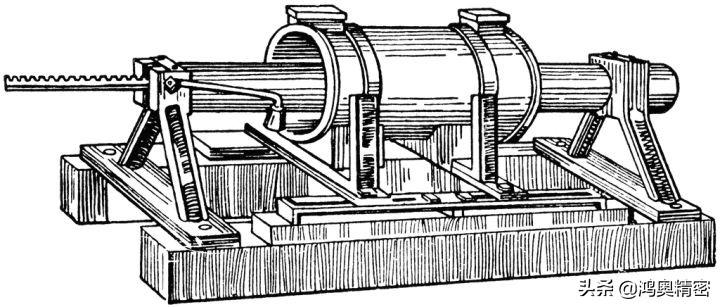
Dijagramma skematika tal-ewwel magna boring
U l-magna boring aktar tard intużat għall-makkinarju taċ-ċilindri tal-magni tal-fwar. Ir-raġuni hija li wara li James Watt inventa l-magna tal-fwar, huwa sab diffiċli ħafna li jiġu manifatturati ċilindri tal-magna tal-fwar bl-użu ta’ metodi ta’ forġar, u minħabba l-preċiżjoni baxxa tal-manifattura u t-tnixxija severa tal-arja taċ-ċilindri, il-manifattura u t-titjib fl-effiċjenza tal-magna tal-fwar kienu limitati. [3] Wara l-adozzjoni ta’ din il-magna borża, jistgħu jiġu manifatturati ċilindri ta’ preċiżjoni għolja ta’ aktar minn 50 pulzier, li jtejbu ħafna l-kwalità tal-ipproċessar u l-effiċjenza tal-produzzjoni taċ-ċilindri tal-magni tal-fwar, u b’hekk jiksbu suċċess kbir.
Wara, sabiex jiġu sodisfatti l-ħtiġijiet ta’ diversi tekniki ta’ pproċessar, diversi tipi ta’ għodod tal-magni bħall-imblukkar, magni tat-tħin, magni tat-tħin, magni tat-tħin, magni tat-tħaffir, eċċ. ħarġu xulxin. [4]
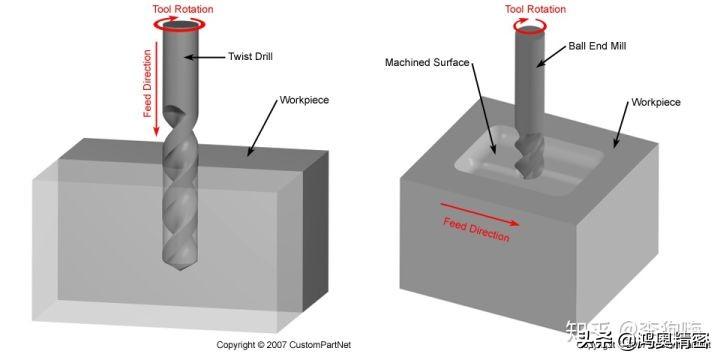
Proċessi tat-tħaffir (ix-xellug) u tat-tħin (il-lemin)
Imbagħad, x'inhi "għodda tal-magna CNC"?
L-ewwel kompjuter elettroniku twieled fl-14 ta’ Frar 1946 fl-Università tal-Pennsylvania fl-Istati Uniti. Il-motivazzjoni inizjali għall-iżvilupp tagħha kienet li jiġi manifatturat apparat tal-kompjuter “elettroniku” bl-użu ta’ tubi elettroniċi minflok rilejs, kif mitlub mill-militari tal-Istati Uniti, fil-kuntest tat-Tieni Gwerra Dinjija, biex tiġi kkalkulata t-trajettorja tal-qoxra.
Sitt snin wara, fl-1952, Parsons kollabora mal-Istitut tat-Teknoloġija tal-Massachusetts (MIT) biex jiżviluppa l-ewwel għodda tal-magna tal-kontroll numeriku (NC) (magħrufa wkoll bħala "għodda tal-magna tal-kontroll diġitali") billi kkombina sistema ta' kontroll numeriku bbażata fuq kompjuters elettroniċi ma' magna tal-mili minn Cincinnati. Minn dak iż-żmien 'l quddiem, għodod tal-magna tradizzjonali għaddew minn bidla kwalitattiva, li timmarka l-bidu tal-era tas-CNC [5]
L-ewwel għodda tal-magna CNC (magna tat-tħin)
Sitt snin wara, fl-1958, il-MIT kollaborat ma’ diversi kumpaniji taħt l-isponsorjar tal-militari tal-Istati Uniti biex tiżviluppa APT (għodod ta’ Programmar Awtomatiku), lingwa ta’ programmazzjoni tal-kompjuter ta’ livell għoli użata biex tiġġenera struzzjonijiet tax-xogħol għall-għodod tal-magni CNC. L-aktar metodu komuni issa huwa li jintużaw struzzjonijiet tal-format RS-274, li ġeneralment jissejħu "kodiċi G". [7]
Bl-iżvilupp kontinwu tat-teknoloġija tal-kompjuter, il-mikroproċessuri ġew applikati għall-kontroll diġitali, li jtejbu ħafna l-funzjonijiet tagħhom. Computer Numerical Control), L-għodda tal-magna li tapplika din is-sistema hija magħrufa wkoll bħala għodda tal-magna CNC, li hija għodda tal-magna tal-kontroll numeriku kkontrollata mill-kompjuter, jew sempliċement imsejħa "għodda tal-magna CNC".
It-teknoloġija tal-Kontroll Numeriku fl-għodod tal-magni CNC hija metodu tekniku li juża sinjali diġitali biex jikkontrolla l-proċess tal-moviment u l-makkinarju tal-għodda tal-magni. Għodda tal-magna CNC hija għodda tal-magna li tuża t-teknoloġija CNC, jew hija mgħammra b’sistema CNC. Il-Ħames Kumitat Tekniku tal-Federazzjoni Internazzjonali tal-Ipproċessar tal-Informazzjoni (IFIP) jiddefinixxi għodda tal-magna CNC bħala għodda tal-magna mgħammra b’sistema ta’ kontroll tal-programm. Din is-sistema ta’ kontroll tista’ loġikament tipproċessa programmi b’kodiċijiet ta’ kontroll jew struzzjonijiet simboliċi oħra, tiddekodihom, tirrappreżentahom b’numri kkodifikati, u tiddaħħalhom fis-sistema CNC permezz ta’ trasportaturi tal-informazzjoni. Wara l-kalkolu u l-ipproċessar, jinħarġu diversi sinjali ta’ kontroll mill-apparat CNC biex jikkontrolla l-azzjoni tal-għodda tal-magna, u l-partijiet jiġu pproċessati awtomatikament skont ir-rekwiżiti.
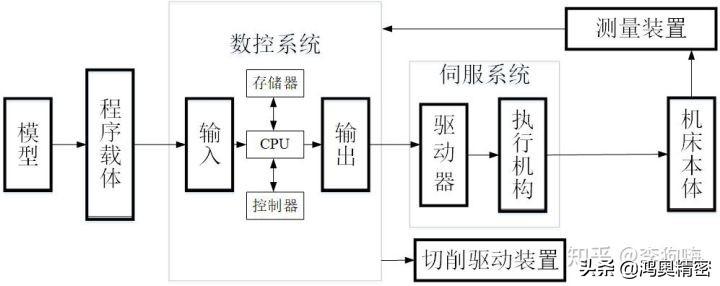
Il-proċess tal-makkinarju tal-għodod tal-magni CNC
L-ipproċessar tal-għodda tal-magna CNC jaqsam il-koordinati tal-moviment tal-għodda u l-biċċa tax-xogħol f’xi unitajiet minimi, jiġifieri l-ispostament minimu. Is-sistema CNC tiċċaqlaq il-koordinati b’diversi spostamenti minimi skont ir-rekwiżiti tal-programm tal-part i (jiġifieri tikkontrolla t-trajettorja tal-moviment tal-għodda), u b’hekk tikseb moviment relattiv bejn l-għodda u l-biċċa tax-xogħol u
Il-moviment relattiv tal-għodda tul kull assi ta’ koordinati jitkejjel f’unitajiet ta’ impuls ekwivalenti (mm/impuls). Meta l-mogħdija tal-qtugħ tkun linja jew ark dritti, l-apparat CNC iwettaq “densifikazzjoni tal-punt tad-dejta” bejn il-valuri tal-koordinati tal-bidu u tat-tmiem tas-segment jew ark tal-linja, jikkalkula serje ta’ valuri tal-koordinati tal-punt intermedju, u mbagħad il-ħruġ jimpulsa għal kull koordinata skont il-valuri tal-koordinati tal-punt intermedju biex jiżgura li l-kontorn tal-linja jew ark dritt mixtieq jiġi
Id-densifikazzjoni tal-punti tad-dejta mwettqa mill-apparati CNC tissejjaħ interpolazzjoni, u ġeneralment l-apparati CNC għandhom il-funzjoni ta’ interpolazzjoni tal-funzjonijiet bażiċi (bħal funzjonijiet lineari u ċirkolari). Fil-fatt, il-makkinarju ta’ kwalunkwe parti tal-kurva L fuq għodda tal-magna CNC huwa approssimat mill-funzjonijiet matematiċi bażiċi li l-apparat CNC jista’ jimmaniġġja, bħal linji, arki, eċċ. Naturalment, l-iżball ta’ approssimazzjoni għandu jissodisfa r-rekwiżiti tad-disinn tal-parti.
Meta mqabbel mal-għodod tal-magni tradizzjonali, l-għodod tal-magni CNC għandhom il-vantaġġi li ġejjin:
Preċiżjoni għolja tal-ipproċessar u kwalità stabbli. Għal kull ħruġ tal-impuls mis-sistema CNC, l-ispostament tal-partijiet li jiċċaqilqu tal-għodda tal-magna jissejjaħ l-ekwivalenti tal-impuls. L-ekwivalenti tal-impuls tal-għodod tal-magna CNC huwa ġeneralment 0.001 mm, u għodod tal-magna CNC ta’ preċiżjoni għolja jistgħu jilħqu 0.0001 mm, b’riżoluzzjoni tal-moviment ħafna ogħla minn għodod tal-magna Barra minn hekk, l-għodod tal-magna CNC għandhom apparat għall-identifikazzjoni tal-pożizzjoni li jista’ jipprovdi feedback lis-sistema CNC dwar l-ispostament attwali tal-partijiet li jiċċaqilqu jew l-angolu tal-kamin u l-mutur servo, u jikkumpensawh. Għalhekk, tista’ tinkiseb preċiżjoni tal-makkinarju ogħla mill-għodda tal-makkinarju nnifisha. Il-kwalità tal-partijiet ipproċessati mill-għodod tal-magna CNC hija ggarantita mill-għodda tal-magna u mhijiex affettwata minn żbalji operattivi, għalhekk il-konsistenza tad-daqs tal-istess lott ta’ partijiet hija tajba u l-kwalità hija stabbli. Kapaċi jipproċessaw partijiet kumplessi li huma diffiċli jew impossibbli li jiġu pproċessati b’għodod ordinarji tal-magni. Pereżempju, għodod tal-magni CNC li jużaw rabta ta’ żewġ assi jew rabta ta’ aktar minn żewġ assi jistgħu jipproċessaw partijiet bil-kurva tal-ġisem li jduru, partijiet bil-kamra, u diversi partijiet bil-kurva ġeografika kumplessi b’ġeneratur bil-kurva. Effiċjenza għolja fil-produzzjoni. Il-firxa tal-veloċità u l-feed tal-għodod tal-magni CNC hija akbar minn dik tal-għodod ordinarji tal-magni, u r-riġidità strutturali tajba tippermetti lill-għodod tal-magni CNC jużaw ammonti kbar ta’ qtugħ, u b’mod effettiv jiffrankaw il-ħin tal-manuvrar. Għall-ipproċessar ta’ ċerti partijiet kumplessi, jekk jintuża ċentru tal-makkinarju CNC b’apparat li jbiddel l-għodda awtomatiku, jista’ jikseb ipproċessar kontinwu ta’ proċessi multipli taħt klamping wieħed, inaqqas il-ħin tal-fatturat ta’ prodotti semilesti, u jtejjeb il-produttività b’mod aktar sinifikanti. Adattabbiltà qawwija għad-disinn mill-ġdid tal-prodott. Wara d-disinn modifikat tal-partijiet magnifikati, huwa meħtieġ biss li jinbidel il-programm tal-makkinarju tal-partijiet u li jiġu aġġustati l-parametri tal-għodda fuq l-għodda tal-magna CNC biex jinkiseb il-makkinarju tal-partijiet modifikati, u jitnaqqas ħafna ċ-ċiklu tal-preparazzjoni tal-produzzjoni. Għalhekk, għodod tal-magni CNC jistgħu malajr jittrasformaw mill-ipproċessar ta’ tip wieħed ta’ parti għall-ipproċessar ta’ disinn ieħor modifikat ta’ parti, li jipprovdi konvenjenza kbira għall-ipproċessar ta’ prodotti ta’ prova ġodda b’lott wieħed u żgħir u aġġornamenti frekwenti tal-istruttura tal-prodott. Benefiċjarju għall-iżvilupp tat-teknoloġija tal-manifattura lejn awtomatizzazzjoni komprensiva. L-għodod tal-magni CNC huma t-tagħmir bażiku għall-awtomatizzazzjoni tal-ipproċessar mekkaniku. Dan minħabba li s-sistema ta’ kontroll tal-għodod tal-magni CNC tadotta informazzjoni diġitali u input tal-kodiċi standardizzat, u għandha interfaċċji ta’ komunikazzjoni, li jagħmluha faċli li tinkiseb komunikazzjoni tad-dejta bejn għodod tal-magni CNC. Huwa l-aktar adattat għall-konnessjoni tal-kompjuters biex jiffurmaw netwerk ta’ kontroll industrijali, li jwettqu l-kalkolu, il-ġestjoni, u l-kontroll tal-proċessi Funzjoni ta’ monitoraġġ b’saħħitha u l-kapaċità li jiġu ddijanjostikati difetti. Is-sistema CNC mhux biss tikkontrolla l-moviment tal-għodda tal-magna, iżda tipprovdi wkoll monitoraġġ komprensiv tal-għodda tal-magna. Pereżempju, jista’ jsir twissija bikrija u dijanjosi ta’ difetti għal xi fatturi li jikkawżaw difetti, li jtejbu ħafna l-effiċjenza tal-manutenzjoni. It-tnaqqis tal-intensità tax-xogħol tal-ħaddiema u t-titjib tal-kundizzjonijiet tax-xogħol. Fl-a ħħar nett, x'inhi "għodda tal-magna CNC ta' livell għoli"?
Id-definizzjoni ta’ għodod tal-magni CNC ta’ “high-end” jew “high-end”: għodod tal-magni CNC b’funzjonijiet bħal veloċità għolja, preċiżjoni, intelliġenza, kompost, konnessjoni b’diversi assi, komunikazzjoni tan-netwerk, eċċ. L-iżvilupp tiegħu jimmarka li l-industrija attwali tal-manifattura tal-għodod tal-magni tal-pajjiż okkupa stadju avvanzat fl-iżvilupp tal-industrija dinjija tal-għodod tal-magni. [10]

DMG Ċentru tal-Makkinarju tal-Ħames Assi
L-għodod tal-magni CNC jistgħu jinqasmu fi tliet livelli bbażati fuq il-livell funzjonali tagħhom: baxx, medju u għoli. Dan il-metodu ta’ klassifikazzjoni jintuża b’mod wiesa’ fiċ-Ċina. Il-limiti bejn it-tarf baxx, medju u għoli huma relattivi, u l-istandards ta’ klassifikazzjoni jvarjaw f’perjodi differenti.
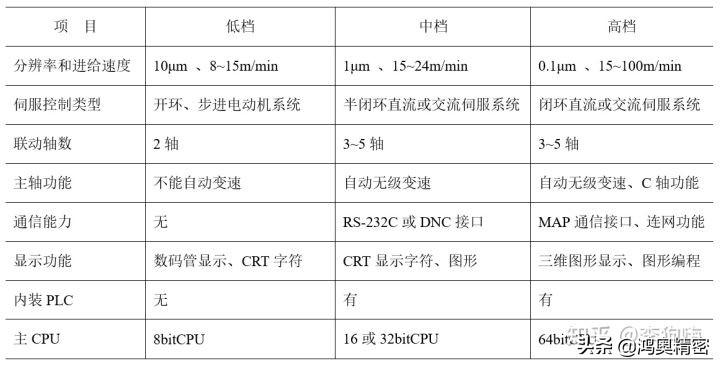
Tqabbil ta’ Għodod ta’ Magni CNC ta’ Grad Għoli, Medju u Baxx
Bl-iżvilupp ta’ teknoloġija avvanzata tal-produzzjoni, huma meħtieġa għodod moderni tal-magni CNC biex jiżviluppaw lejn veloċità għolja, preċiżjoni għolja, affidabbiltà għolja, intelliġenza, u funzjonijiet aktar kompleti.