

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Illum, se nkunu kondividi miegħek il-fatturi ewlenin li għandek tikkunsidra meta tagħżel ċentru tal-makkinarju ta' ħames assi, billi tuża bħala eżempju ċ-ċentru tal-makkinarju ta' ħames assi Makino li jmexxi l-industrija. Ser nipprovdilek list a dettaljata ta’ dawk li ma jafux
01
L-istruttura tiddetermina l-prestazzjoni tat-tagħmir
Hemm diversi strutturi ta’ ċentri tal-makkinarju ta’ ħames assi, u d-disinn strutturali tal-għodda tal-makkinarju jiddetermina l-prestazzjoni tat-tagħmir, inkluż ir-riġidità, il-preċiżjoni tal-makkinarju, l-istabbiltà, l-operabbiltà, eċċ.
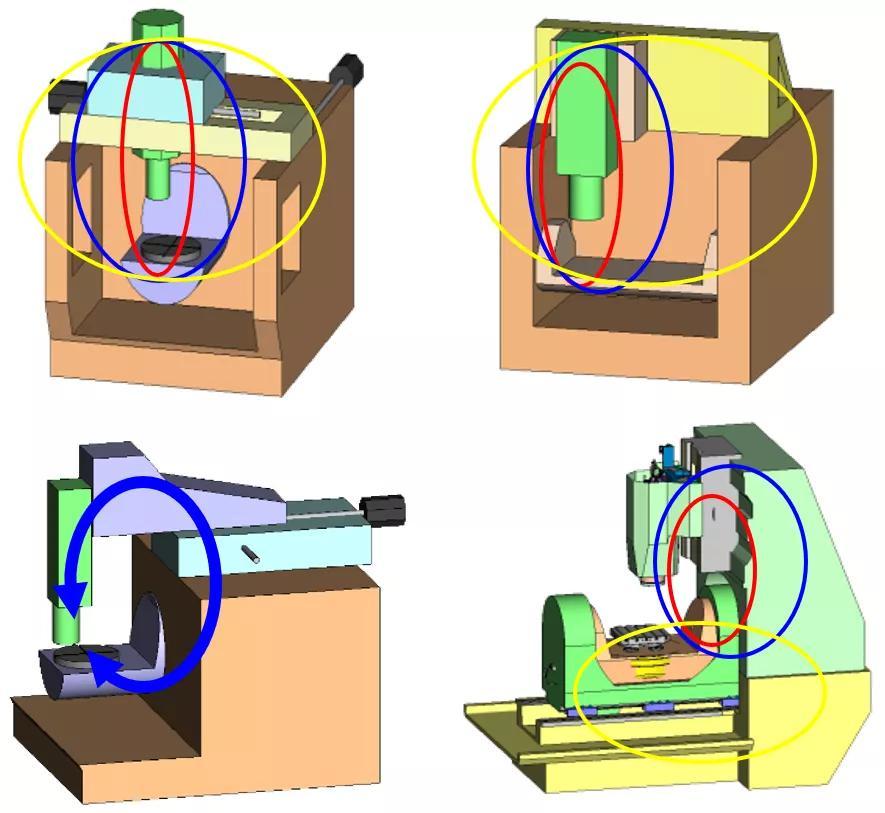
L-aspetti li ġejjin għandhom jiġu kkunsidrati prinċipalment:
1) L-assi lineari ma jgħaqqadx jew ma jissuperax meta jiċċaqlaq
2) Tagħmir b’ċirkwiti ta’ qtugħ qasir għandu riġidità tajba
3) L-assi tar-rotazzjoni tal-inklinazzjoni huwa mutur DD
4) Hija rabta ta’ 5 assi
5) Proximità ta’ 5 assi
Is-serje D200Z/D800Z/a500Z ta’ Makino fiċ-ċentru tal-makkinarju b’ħames assi tadotta struttura li tista’ taħdem b’riġidità għolja f’forma ta’ “Z”, kif muri fil-figura ta’ hawn taħt. It-tabella tax-xogħol ma teħtieġx appoġġ fiż-żewġ trufijiet, b’bearings inklinati b’dijametru kbir u ċentru tal-biċċa tax-xogħol ta’ gravità B fi ħdan A. Meta mqabbel ma’ strutturi ta’ appoġġ uniku tradizzjonali, l-ammont ta’ liwi d huwa estremament żgħir u l-parti tal-forza L hija iqsar.
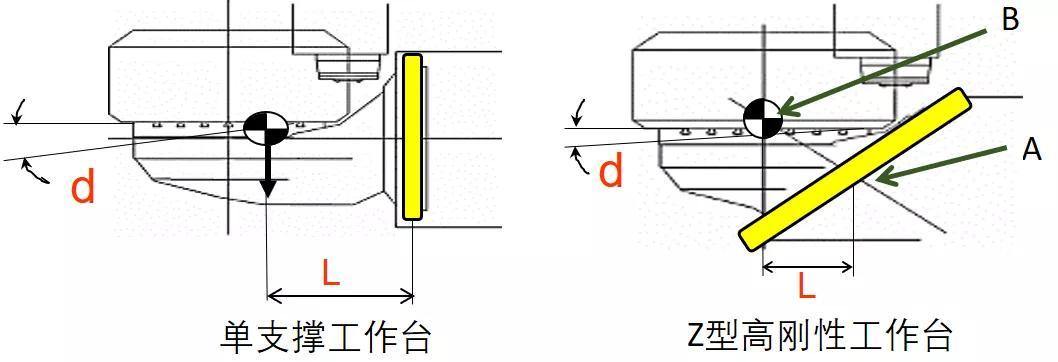
Din l-istruttura tal-assi inklinati tista’ tikseb makkinarju ta’ preċiżjoni għolja komparabbli ma’ ċentri tal-makkinarju ta’ 3 assi. Anki meta jitgħabbew u jinbidlu komponenti tqal, id-deflessjoni tal-bank tax-xogħol tista’ tiġi kkontrollata għal minimu. Fl-istess ħin, bearings b’riġidità għolja u muturi b’sewqan dirett jistgħu jiksbu rotazzjoni ta’ preċiżjoni għolja u lixxa b’vibrazzjoni minima. Barra minn hekk, għandha viċinanza spazjali eċċellenti.
02
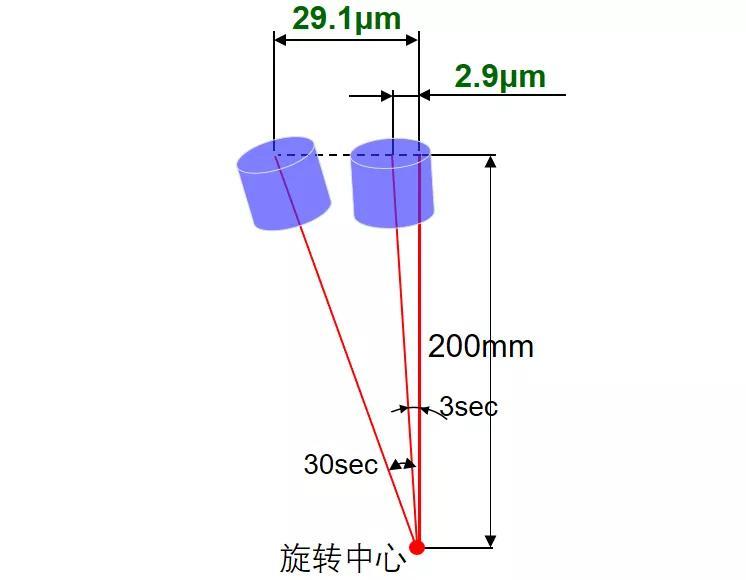
Preċiżjoni tal-assi tar-rotazzjoni tal-inklinazzjoni
Il-preċiżjoni tal-makkinarju tal-għodod tal-magni hija affettwata direttament mill-preċiżjoni tal-assi li jdur. Biex tifhem l-impatt attwali tal-preċiżjoni tal-assi li jdur inklinat fuq il-preċiżjoni tal-makkinarju, uża l-għodda tal-makkinarju Makino D800Z.
1= 60′
1′= 60″
1=3600″
Ir-riżoluzzjoni minima tal-assi B/C tal-għodda tal-magna D800Z hija ta’ 0.0001 grad, li hija 0.36 pulzier, u l-preċiżjoni tal-pożizzjonament hija ta’ 3 pulzieri. Permezz tad-dijagramma tal-kalkolu li ġejja, nistgħu nafu l-iżball ta’ preċiżjoni li jirriżulta.
03
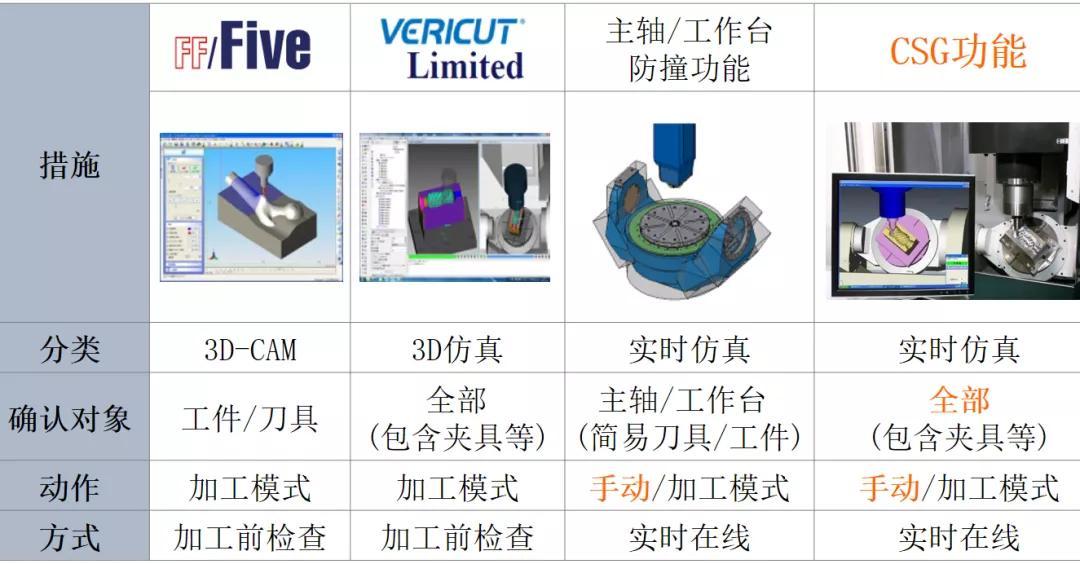
Evitar ta’ kolliżjoni ta’ interferenza
Barra mill-użu ta’ softwer ibbażat fuq il-kompjuter għall-ispezzjoni tal-interferenza, iċ-ċentru tal-makkinarju b’5 assi ta’ Makino huwa mgħammar b’funzjoni CSG ta’ simulazzjoni onlajn f’ħin reali, li tista’ tipprevjeni l-interferenza anke fil-modalità manwali.
Il-funzjoni tas-CSG ta’ simulazzjoni onlajn f’ħin reali tista’ tivverifika għal żbalji possibbli fl-għodod jew żbalji fl-issettjar tat-tul tal-għodda qabel l-ipproċessar, sabiex tnaqqas kemm jista’ jkun il-waqfiet ta’ emerġenza waqt l-operat. Matul it-tħaddim, ibbażat fuq dejta kkalibrata minn qabel u aġġustata, kif ukoll koordinati, valuri ta’ offset, u informazzjoni pożizzjonali oħra li tinqara mill-apparat ta’ kontroll CNC, il-possibbiltà ta’ interferenza hija mbassra. Ladarba l-għodda tal-magna tieqaf taħdem, l-iskrin tal-istatus jista’ jintwera f’ħin reali, u l-partijiet ta’ interferenza mbassra u d-direzzjoni tal-moviment tal-assi jistgħu jiġu kkonfermati.
04
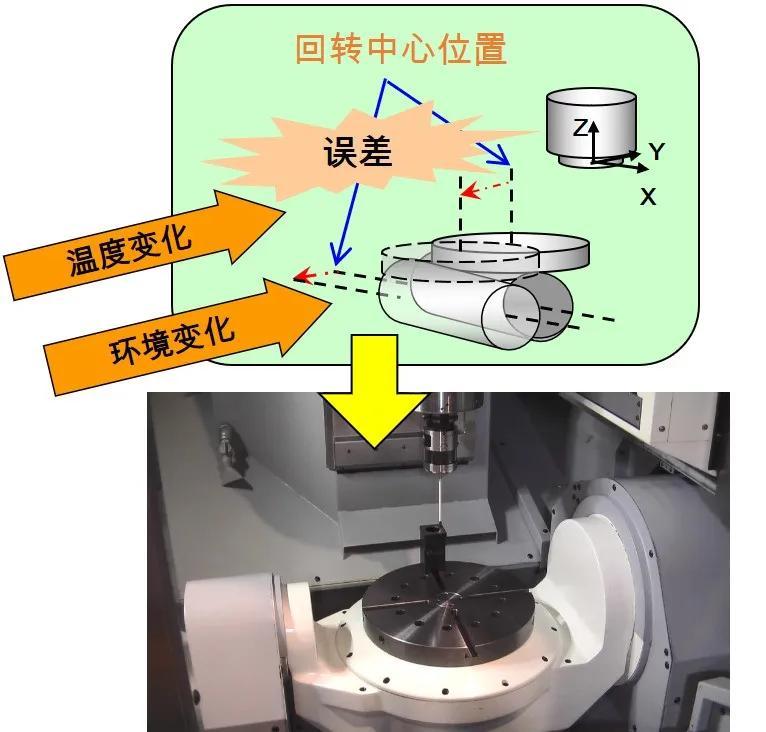
Korrezzjoni taċ-ċentru tar-rotazzjoni
Il-bidla fiċ-ċentru tar-rotazzjoni kkawżata minn bidliet ambjentali u tat-temperatura tista’ taffettwa l-preċiżjoni tal-makkinarju ta’ ħames assi. Għandha tkun tista’ tikkalibrata awtomatikament mis-sonda, tivverifika l-preċiżjoni tal-makkinarju tal-makkinarju ta’ 3 assi/indiċjar/5 assi, u tiżgura li l-iżball tal-għodda jkun inqas minn jew ugwali għal; 4 μm.
Ikkalibrar awtomatikament iċ-ċentru ta’ rotazzjoni ta’ 5 assi permezz ta’ sonda
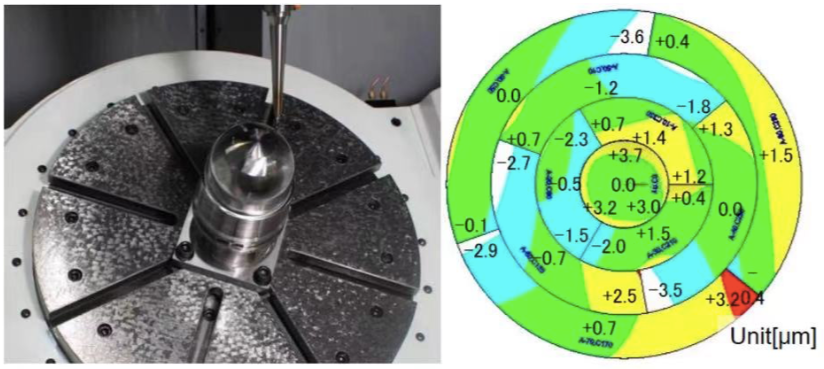
Makkinarju tal-verifika tal-preċiżjoni tal-assi 3/indiċjar/5-assi
05
Preċiżjoni tal-konnessjoni
Il-preċiżjoni tal-konnessjoni ta’ ċentru tal-makkinarju ta’ ħames assi hija riflessjoni tar-riżultati ta’ fatturi multipli. Meta wieħed jieħu Makino D200Z bħala eżempju, jipprovdi każijiet ta’ pproċessar biex jipprovdi referenza għall-preċiżjoni tal-konnessjoni.
Processing equipment: D200Z
CAM:FFCAM
Materjal tal-biċċa tax-xogħol: NAK80 (40HRC)
Daqs tal-biċċa tax-xogħol: 140x140x35mm
Il-kavità tal-molla: Angolu ċar R0.22 mm, fond 20 mm
Ħin tal-ipproċessar: 1H35min/but
Għodod għall-qtugħ: 7 pari u 6 tipi
Preċiżjoni tal-konnessjoni: Preċiżjoni tal-pożizzjoni 2 μm, preċiżjoni tal-forma 3 μm
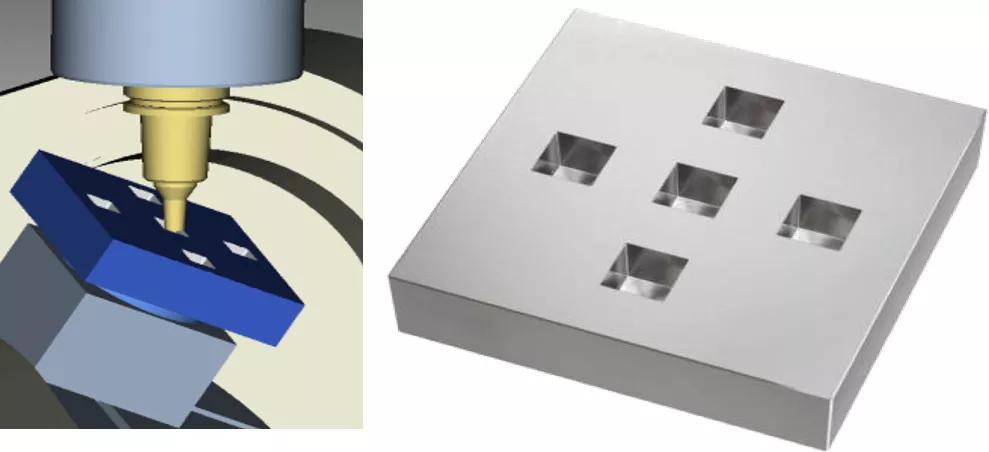
06
Process support
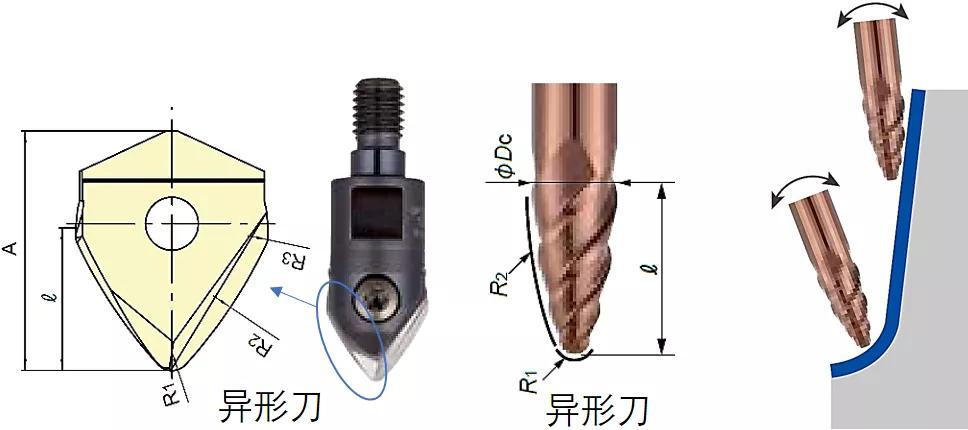
Il-proċess tal-makkinarju ta’ ċentru tal-makkinarju b’ħames assi jiddetermina jekk il-prestazzjoni tat-tagħmir tistax tiġi massimizzata. Pereżempju, l-użu ta’ għodod ta’ qtugħ irregolari jista’ jtejjeb b’mod sinifikanti l-effiċjenza tal-makkinarju.
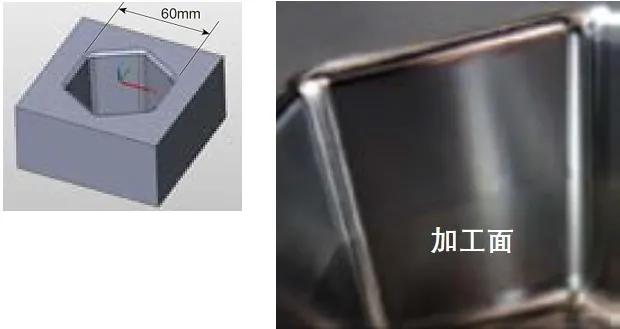
Każ tal-ipproċessar: L-effiċjenza żdiedet b’6 darbiet!
Materjal: YXR33 (58HRC)
Shape and size: as shown in the figure below, depth 30mm, draft angle 2, clearance angle R3mm

Dak kollu għall-editor biex jaqsam hawnhekk! Xi studenti jgħidu li anke wara li jaqraw artikolu, xorta ma jistgħux jifhmuh, bħall-osservazzjoni tat-TV. It-tagħlim tajjeb tal-programmazzjoni tal-UG huwa sempliċi ħafna, sakemm titgħallem b’mod sistematiku minn nies esperjenzati, tikkomunika aktar ma’ ħbieb, kollegi, u kollegi tal-klassi. Aktar taħdem b’mod iebes. The luckier! Iċċaqlaq is-saba’ żgħira ta’ kulħadd ’il quddiem lejn iċ-ċirku ta’ ħbieb tiegħek biex jibbenefika aktar imsieħba








