

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Introduzzjoni qasira u ħarsa ġenerali lejn l-industrija tal-metall tal-folji:

Bl-iżvilupp tal-industriji tal-manifattura tal-karozzi, tal-komunikazzjoni, tal-IT u tal-hardware ta’ kuljum, l-ipproċessar tal-metall tal-folji sar dejjem aktar popolari, u l-fehim tal-ipproċessar tal-metall tal-folji sar aktar meħtieġ.
2. It-tħaddim ta’ folji, profili u pajpijiet tal-metall magħmulin manwalment jew mekkanikament f’partijiet b’ċerta forma, daqs u preċiżjoni jissejjaħ ipproċessar tal-metall tal-folji; Jintuża b’mod wiesa’ fil-produzzjoni ta’ ventilazzjoni, kanali tal-arja kkundizzjonata u l-komponenti tagħhom.
3. Il-partijiet tal-metall tal-folji huma magħmulin l-aktar minn folji tal-metall u fittings tal-pajpijiet. Minħabba l-piż ħafif, is-saħħa għolja u l-ebusija tagħhom, il-forma tista’ tkun kumplessa b’mod arbitrarju, konsum baxx ta’ materjal, l-ebda ħtieġa għall-ipproċessar mekkaniku, u wiċċ lixxi, huma użati b’mod wiesa’ fil-ħajja ta’ kuljum u fil-produzzjoni industrijali, bħall-baċiri, baċiri, kanali tal-ventilazzjoni, pajpijiet tat-trasport tal-materjal, ipproċessar tal-għatu tal-karo
4. L-ipproċessar tal-folji tal-metall normalment jirreferi għal metodi bħall-formazzjoni tat-tqaxxir, tat-tgħawwiġ, tat-tidwir u tat-tidwir. B’mod ġenerali, il-proċess tal-użu tal-moldi biex jitlestew diversi proċessi ta’ deformazzjoni jissejjaħ timbru tal-metall tal-folji, filwaqt li l-proċess tal-metall tal-folji li jifforma manwalment jew mekkanikament jissejjaħ ipproċessar tal-metall tal-folji.
Materjal tal-metall tal-folja:
1. Pjanċi elettrolitiċi: SECC (N) (pjanċa reżistenti għall-marki tas-swaba’, SECC (P), DX1, DX2, SECD (pjanċa tal-estensjoni). ebusija tal-materjal: HRB50+-5, pjanċa tat-tensjoni: HRB32~37
2. Pjanċi rrumblati kiesħa: SPCC, SPCD (pjanċa tal-estensjoni), 08F, 20, 25, Q235-A, CRS. ebusija tal-materjal: HRB50+-5, pjanċa tat-tensjoni: HRB32~37.
3. Pjanċa tal-aluminju; AL, AL (1035), AL (6063), AL (5052), eċċ.
4. Pjanċi tal-azzar li ma jissaddadx: SUS, SUS301 (302303304), 2Cr13, 1Cr18Ni9Ti, eċċ.
5. Materjali oħra użati b’mod komuni jinkludu: pjanċi tar-ram pur (T1, T2), pjanċi rrumblati bis-sħana, pjanċi tal-azzar tal-molla, pjanċi miksija b’żingu tal-aluminju, profili tal-aluminju, eċċ.
Teknoloġija tal-ipproċessar tal-metall tal-folji:
It-teknoloġija tal-ipproċessar tal-metall tal-folji tista’ tkun bażikament maqsuma f’: immarkar, qtugħ, mitwi, irrumblar (liwi), liwi, qtugħ jew iwweldjar, proċessi ta’ produzzjoni tal-flanġi, u proċessi ta’ installazzjoni tal-flanġi. Din it-taqsima tintroduċi prinċipalment proċessi bħall-immarkar, ir-romblu, it-tiksi, il-qtugħ u l-liwi.
\ 652881\ 65289Iġbed linja
1. Il-biċċa l-kbira tal-partijiet tal-metall tal-folji huma magħmulin minn pjanċi tal-metall ċatti, għalhekk huwa meħtieġ li d-dimensjonijiet attwali tal-wiċċ tal-partijiet tal-metall tal-folji jinġibdu f’forma ċatta fuq il-pjanċa tal-metall, li tissejjaħ disinn li jinfetaħ.
2. Skont il-karatteristiċi li jiżviluppaw tal-wiċċ tal-partijiet kostitwenti, hemm żewġ tipi: uċuħ espansibbli u uċuħ mhux espansibbli.
3. Is-superfiċje tal-komponent tista’ tkun kompletament ċatta fuq superfiċje ċatta mingħajr ma titqatta’ jew tinqaraq, u dan it-tip ta’ superfiċje jissejjaħ superfiċje li tista’ tintuża. Il-pjani, iċ-ċilindri u l-konji jappartjenu għal uċuħ li jistgħu jintużaw. Jekk is-superfiċje ta’ parti ma tistax titċatta b’mod naturali u tinfirex fuq superfiċje ċatta, tissejjaħ superfiċje li ma tistax titkejjel, bħall-superfiċje ta’ sfera, ċirku ċirkolari, u superfiċje ħelika, li tista’ tintefa’ biss bejn wieħed u ieħor.
\ 652882\ 65289Metodu tal-ipproċessar tal-metall tal-folji
1. Il-qtugħ: Il-qtugħ huwa l-proċess tal-qtugħ tal-materjali fil-forma mixtieqa skont l-iżvelar. Hemm ħafna metodi għall-qtugħ tal-materjali, li jistgħu jinqasmu f’qtugħ, qtugħ u qtugħ bil-lejżer skont it-tip u l-prinċipju ta’ ħidma tal-għodda tal-magna.
1.1 Il-qtugħ – Uża magna tal-qtugħ biex taqta’ l-forma mixtieqa. Il-preċiżjoni tista’ tilħaq 0.2 mm jew aktar, l-aktar użata għall-istrixxi tal-qtugħ jew għall-qtugħ ta’ materjali nodfa.
1.2 Punching and cutting - Use a CNC punching machine (NC) or a regular punching machine for cutting. Iż-żewġ metodi ta’ qtugħ jistgħu jiksbu preċiżjoni ta’ aktar minn 0.1 mm, iżda l-ewwel għandu marki ta’ qtugħ u effiċjenza relattivament baxxa matul il-qtugħ, filwaqt li dan tal-aħħar għandu effiċjenza għolja iżda spiża waħda għolja, u dan jagħmilha adatta għall-produzzjoni fuq skala kbira.
1.2.1 Il-magni tal-punteġġ tas-CNC jużaw forom ta’ fuq u ta’ isfel biex jiffissaw il-materjal waqt il-qtugħ, u l-mejda tax-xogħol biex jiċċaqilqu għall-punteġġ u l-qtugħ tal-metall tal-folja, u jipproduċu l-forma mixtieqa tal-biċċa tax-xogħol. Hemm prinċipalment żewġ tipi ta’ magni li jtaqqbu s-CNC: Tailifu u AMADA.
1.2.2 Pressjoni regolari tal-ponta tuża l-moviment ta’ moldi ta’ fuq u ta’ isfel biex tagħlaq il-forma meħtieġa tal-materjal bl-użu ta’ qatra li taqta’. Ġeneralment, il-magni ordinarji tat-titqib għandhom jitqabbdu ma’ magna tat-titqib biex titqib il-forma meħtieġa, jiġifieri, wara li jitqatta’ l-materjal tal-istrixxa mal-magna tat-titqib, il-magna tat-titqib tista’ titqib il-forma materjali meħtieġa.
1.3 Il-qtugħ tal-lejżer – bl-użu ta’ tagħmir tal-qtugħ tal-lejżer biex jinqata’ kontinwament il-metall tal-folja biex tinkiseb il-forma mixtieqa tal-materjal. Il-karatteristika tagħha hija preċiżjoni għolja u l-kapaċità li jiġu pproċessati partijiet b’forom kumplessi ħafna, iżda l-ispiża tal-ipproċessar hija relattivament għolja.
2. L-iffurmar:
Il-formazzjoni tal-metall tal-folji hija metodu ewlieni ta’ pproċessar fl-ipproċessar tal-metall tal-folji. Il-formazzjoni tista’ tinqasam f’żewġ tipi: formazzjoni manwali u formazzjoni tal-magna. Il-formazzjoni tal-idejn spiss tintuża bħala proċessar supplimentari jew xogħol ta’ finizzjoni u rarament tintuża. Madankollu, meta jiġu pproċessati xi materjali b’forom kumplessi jew suxxettibbli għal deformazzjoni, il-formazzjoni manwali għadha indispensabbli. Il-formazzjoni tal-idejn issir bl-użu ta’ tagħmir sempliċi u jigs. Il-metodi li ġejjin jintużaw l-aktar: it-tgħawwiġ, it-truf, it-tgħawwiġ, it-tgħawwiġ, it-tgħawwiġ u l-għamla.
Aħna niddiskutu l-aktar il-formazzjoni tal-magni hawnhekk: formazzjoni tal-liwi, formazzjoni tat-timbri.
2.1 Il-formazzjoni tal-liwi – Iffissa l-moldi ta’ fuq u ta’ isfel separatament fuq il-bank tax-xogħol ta’ fuq u ta’ isfel tas-sodda li tintlewa, tuża muturi servo għat-trażmissjoni u s-sewqan tal-moviment relattiv tal-moldi tax-xogħol, u tikkombina l-forom tal-moldi ta’ fuq u ta’ isfel biex tikseb il-formazzjoni tal-liwi tal-metall tal-folja. Il-preċiżjoni tal-formazzjoni tal-liwi tista’ tilħaq 0.1 mm.
2.2 L-iffurmar tal-istampar – bl-użu tal-qawwa ġġenerata mir-rota tal-volant bil-mutur biex issuq il-mold ta’ fuq, flimkien mal-forma relattiva tal-molds ta’ fuq u ta’ isfel, il-metall tal-folja huwa deformat biex jinkiseb l-ipproċessar u l-formazzjoni tal-partijiet. Il-preċiżjoni tal-formazzjoni tat-timbru tista’ tilħaq aktar minn 0.1 mm. Magni tal-ponteġġ jistgħu jinqasmu f’magni tal-ponteġġ ordinarji u magni tal-ponteġġ b’veloċità għolja.
3. Konnessjoni ta’ folji tal-metall
Il-kanali tal-ventilazzjoni u l-komponenti magħmulin minn folji tal-metall jistgħu jiġu konnessi permezz ta’ metodi bħall-konnessjoni tal-ġogi tal-qtugħ, il-konnessjoni tar-rivet, l-iwweldjar, eċċ. Din it-taqsima tintroduċi l-aktar konnessjonijiet ta’ qtugħ.
Imbotta u tgħaqqad it-truf ta’ żewġ biċċiet ta’ metall tal-folja (jew iż-żewġ naħat ta’ biċċa ta’ materjal) flimkien u agħfashom sew kontra xulxin. Il-konnessjoni tal-metall tal-folji hija l-proċess ta’ konnessjoni ta’ partijiet differenti flimkien b’ċertu mod biex jinkiseb il-prodott mixtieq. Konnessjonijiet tal-metall tal-folji jistgħu jinqasmu f’iwweldjar, riveting, konnessjonijiet bil-kamin, eċċ.
\ 652881\ 65289Konnessjoni bit
1. Tipi ta’ qtugħ
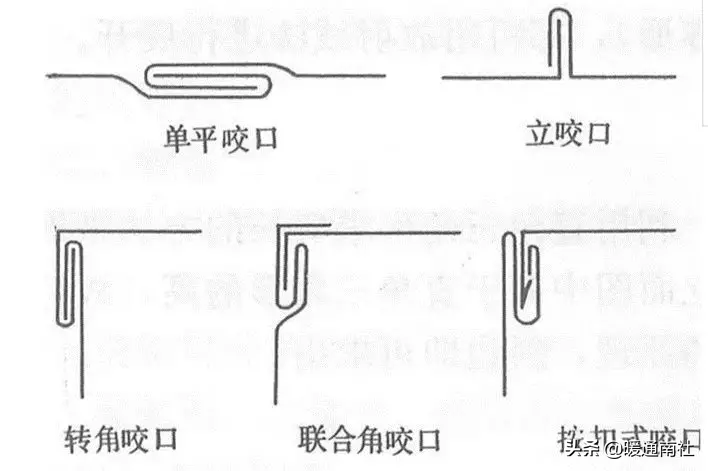
Qatgħa tal-kantuniera u stil tal-bokkla
2. Applikazzjoni tal-Bite
Diversi tipi ta’ qtugħ jintużaw l-aktar fiż-żoni li ġejjin:
(1) Jintuża qatgħa ċatta waħda għall-qatgħa tal-bordijiet, qatgħa lonġitudinali tal-għeluq tal-kanali jew komponenti.
(2) Jintuża qtugħ wieħed għal liwijiet ċirkolari, liwijiet lura u 'l quddiem, u liwijiet orizzontali ta' kanali tal-arja.
(3) Jintużaw qtugħ tal-kantunieri, qtugħ tal-kantunieri tal-ġogi, u qtugħ fuq qtugħ għall-ġogi tal-għeluq lonġitudinali u minkeb rettangulari ta’ kanali jew komponenti rettangulari, kif ukoll ġogi tal-kantunieri tat-tees.
652882 65289Width and allowance of bite
Il-wisa’ tal-qabda tiddependi mill-ħxuna tal-fittings tal-pajpijiet, kif muri fit-Tabella 8-1.
Id-daqs tal-allowance għall-qtugħ huwa relatat mal-wisa’ tal-qtugħ, saffi li jikkoinċidu, u l-makkinarju użat.
2. Għal qtugħ ċatt wieħed, qtugħ vertikali wieħed, u qtugħ fil-kantunieri, l-ammont imħallas fuq bord wieħed huwa ugwali għall-wisa’ tal-qtugħ, filwaqt li l-ammont imħallas fuq bord ieħor huwa d-doppju tal-wisa’ tal-qtugħ. Għalhekk, iż-żamma tal-qtugħ hija ugwali għal tliet darbiet il-wisa’ tal-qtugħ.
3. Għall-qtugħ fil-kantuniera tal-ġogi, ħalli ammont ugwali għall-wisa’ tal-qtugħ fuq bord wieħed u tliet darbiet il-wisa’ tal-qtugħ fuq bord ieħor, li jirriżulta f’żamma totali ta’ erba’ darbiet il-wisa’ tal-qtugħ.
4. L-allowance għall-qtugħ għandha titħalla fuq iż-żewġ naħat tal-bord kif meħtieġ.
Il-qtugħ jista’ jsir manwalment jew mekkanikament.
1. Qtugħ manwali
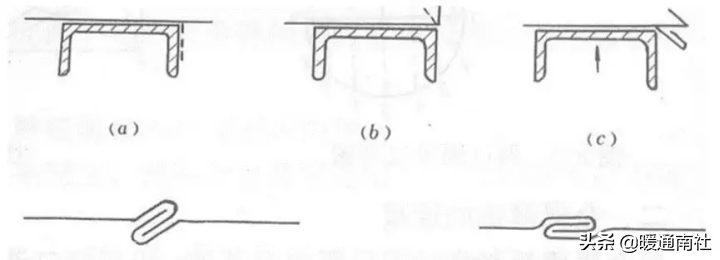
Il-proċess tal-qtugħ manwali huwa kif ġej:
(1) L-ipproċessar ta’ qatgħa ċatta waħda (kif muri fil-figura ta’ hawn taħt) jinvolvi t-tqegħid ta’ pjanċa b’linji ta’ liwi bil-seam miġbuda minn qabel fuq l-azzar tal-kanal, l-allinjament tal-linji ta’ liwi bil-seam mat-truf tal-azzar tal-kanal
(1) Il-magni tal-qtugħ jinkludu magni tal-qtugħ lineari u magni tal-qtugħ tal-minkeb, li jistgħu jikkompletaw il-formazzjoni tal-qtugħ ta’ pajpijiet kwadri, rettangolari, ċirkolari, minkeb, tees, u pajpijiet b’dijametru varjabbli. Il-forma tal-qtugħ hija preċiża, il-wiċċ huwa ċatt, id-daqs huwa konsistenti, u l-produttività hija għolja.
(2) Il-proċess ta’ qtugħ mekkaniku li jifforma l-qtugħ huwa li l-metall tal-folja jgħaddi minn diversi par ta’ rombli li jduru b’forom differenti ta’ qxur, li gradwalment ibiddel il-kurvatura tat-tarf tal-folja minn żgħir għal kbir, u gradwalment jifformah.
Meta jsiru kanali tal-arja ċirkolari minn metall tal-folja, huwa meħtieġ li l-folja tiġi rrumblata u mgħawwġa. Meta jsiru kanali rettangulari, huwa meħtieġ li l-folja tal-metall kwadra tintlewa.
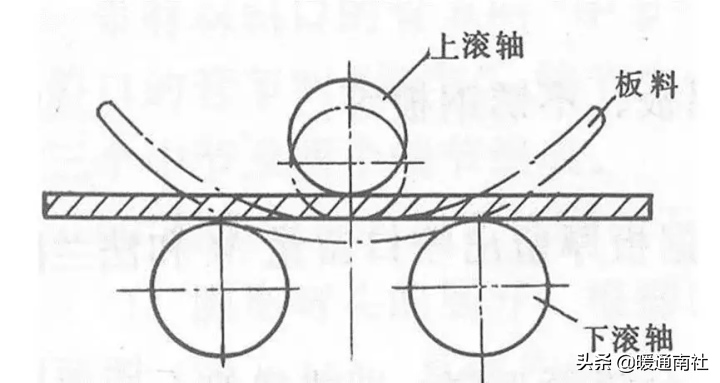
Il-metodu tat-tgħawwiġ tal-metall tal-folja permezz ta’ roller li jdur jissejjaħ irrumblar, magħruf ukoll bħala tqawwiġ.
1. Prinċipju bażiku: Il-prinċipju bażiku tat-tidwir u l-liwi jidher fil-figura. Il-metall tal-folja jitqiegħed fuq ir-rombli t’isfel, u d-distanza bejn ir-rombli ta’ fuq u ta’ isfel tista’ tiġi aġġustata. When the distance is less than the thickness of the sheet metal, the sheet metal will bend, which is called compression bending. Jekk irrumblati kontinwament, il-metall tal-folja jifforma kurvatura lixxa fil-medda li tkun irrumblata għaliha (iżda ż-żewġ truf tal-metall tal-folja għadhom dritti minħabba l-inabbiltà li jerrumblaw, u jridu jiġu eliminati meta jiffurmaw il-parti). Għalhekk l-essenza tat-tidwir hija l-liwi kontinwu.
3.1 L-iwweldjar jista’ jinqasam fi: iwweldjar tas-CO2, iwweldjar Ar, iwweldjar tar-reżistenza, eċċ.
3.1.1 Prinċipju tal-ipproċessar tal-iwweldjar tas-CO2: Uża l-gass protettiv (CO2) biex iżolat mekkanikament l-arja u l-metall fondut, jipprevjeni l-ossidazzjoni u n-nitridazzjoni tal-metall fondut. It-tagħmir tal-iwweldjar tas-CO2 huwa maqsum prinċipalment f’magni tal-iwweldjar robotiċi tas-CO2 u magni tal-iwweldjar manwali tas-CO2.
3.1.2 L-iwweldjar bl-ark jintuża prinċipalment għall-iwweldjar tal-aluminju u tal-materjali tal-azzar inossidabbli, il-prinċipju tal-ipproċessar tiegħu u l-vantaġġi u l-iżvantaġġi tiegħu huma l-istess bħas-CO2, u t-tagħmir huwa wkoll maqsum fl-iwweldjar bir-robots u l-iwweldjar manwali.
3.1.3 Prinċipju ta’ ħidma tal-iwweldjar ta’ reżistenza: bl-użu tas-sħana ta’ reżistenza ġġenerata mill-kurrent li jgħaddi mill-biċċa tal-iwweldjar, il-biċċa tal-iwweldjar tinħall u tissaħħan biex tgħaqqad il-biċċiet tal-iwweldjar It-tagħmir jinkludi l-aktar is-serje Songxing, is-serje Qilong, eċċ.
3.2 Ir-rivazzjoni tista’ tinqasam f’: konnessjoni bil-pressjoni u konnessjoni bil-rivat, eċċ. Tagħmir komuni għall-riveting jinkludi magni għall-riveting, armi għall-riveting, u armi għall-riveting POP.
3.2.1 Il-konnessjoni tar-rivazzjoni hija l-proċess li l-viti u l-ġewż jiġu ppressati fil-biċċa tax-xogħol sabiex ikunu jistgħu jiġu konnessi ma’ partijiet oħra permezz ta’ ħjut.
3.2.2 Il-konnessjoni mar-rivet hija l-użu ta’ xmajjar biex jinġibdu u jinġibdu żewġ komponenti flimkien.
Trattament tal-wiċċ:
L-effetti dekorattivi u protettivi tat-trattament tal-wiċċ fuq l-uċuħ tal-prodotti huma rikonoxxuti minn ħafna industriji. Fl-industrija tal-metall tal-folji, il-metodi tat-trattament tal-wiċċ użati b’mod komuni jinkludu l-elettroplatizzazzjoni, l-isprejjar, u metodi oħra tat-trattament tal-wiċċ.
1. L-elettroplazzjoni hija maqsuma fi: galvanizzar (żingu tal-kulur, żingu abjad, żingu blu, żingu iswed), kisi tan-nikil, kisi tal-krom, eċċ;
Il-funzjoni ewlenija hija li tifforma saff protettiv fuq il-wiċċ tal-materjal, li għandu rwol protettiv u dekorattiv;
2. Iż-żebgħa bl-isprej hija maqsuma f’żewġ tipi: żebgħa bl-isprej u sprejjar bit-trab. Wara t-trattament minn qabel tal-materjal, il-kisja tiġi sprejjata fuq il-wiċċ tal-biċċa tax-xogħol b’pistola bl-isprej u gass, u tifforma kisja fuq il-wiċċ tal-biċċa tax-xogħol. Wara t-tnixxif, għandha rwol protettiv;
Pipa tal-liwi magħmula bl-idejn
F’tagħmir li ma jgħawwiġx jew produzzjoni ta’ biċċa waħda b’lott żgħir, in-numru ta’ tgħawwiġ huwa żgħir, u dan jagħmilha mhux ekonomiku biex isiru moldi ta’ tgħawwiġ. F’dan il-każ, tintuża tgħawwiġ manwali. Il-proċessi ewlenin tal-liwi manwali jinkludu l-mili tar-ramel, l-immarkar, it-tisħin u l-liwi.
(1) When manually bending pipes with sand filling, the following main methods are used to prevent deformation of the steel pipe section: filling the pipe with fillers (such as quartz sand, rosin, and low melting point alloys). Għal pajpijiet tal-azzar b’dijametru akbar, ir-ramel ġeneralment jintuża. Qabel timtela r-ramel, agħfas tarf wieħed tal-pajp tal-azzar b’tapp koniku tal-injam. Hemm toqba tal-ħruġ tal-arja fuq it-tapp tal-injam biex tippermetti li l-arja ġewwa l-pajp tirrilaxxa liberament meta tisħin u tespandi. Wara timtela r-ramel, agħfas ukoll it-tarf l-ieħor tal-pajp b’tapp tal-injam. Ir-ramel mgħobbi fil-pajp tal-azzar għandu jkun nadif, xott u ssikkat.
Għal pajpijiet tal-azzar b’dijametri akbar, meta ma jkunx konvenjenti li jintużaw plugs tal-injam, jistgħu jintużaw pjanċi tal-plug tal-azzar.
Iġbed linja biex tiddetermina t-tul tat-tisħin tal-pajp tal-azzar
It-tisħin jista’ jsir bl-użu ta’ faħam tal-faħam, kokk, gass tal-faħam, jew żejt tqil bħala fjuwil. It-tisħin għandu jkun bil-mod u uniformi, u t-temperatura tat-tisħin għall-azzar tal-karbonju ordinarju hija ġeneralment madwar 1050 [UNK]. It-tgħawwiġ kiesaħ jintuża għall-pajpijiet tal-azzar li ma jissaddadx u tal-azzar illigat.
Il-pajp tal-azzar mgħawweġ u msaħħan jista’ jkun mgħawweġ fuq apparat manwali ta’ mgħawwiġ.
Pipa ewlenija tal-liwi
Il-pajp ewlieni mgħawweġ huwa tip ta’ pajp mgħawweġ lura tul il-mold bl-użu ta’ xaft ewlieni fuq magna li tgħawweġ il-pajp. Il-funzjoni tax-xaft tal-qalba hija li tipprevjeni d-deformazzjoni tal-qsim trasversali meta l-pajp ikun mgħawweġ. Il-forom tax-xaftijiet tal-qalba jinkludu ras tonda, ras pontata, kuċċarina f’forma ta’ ġog b’direzzjoni waħda, ġog universali, u xaft flessibbli.
Il-kwalità ta’ pajp mgħolli fil-qalba tiddependi fuq il-forma, id-daqs u l-pożizzjoni tax-xaft tal-qalba li jestendi fil-pajp.
Pipa tal-liwi mingħajr qalba
Il-pajp tal-liwi mingħajr qalba huwa metodu ta’ kontroll tad-deformazzjoni tas-sezzjoni tal-pajp tal-azzar bl-użu tal-metodu ta’ deformazzjoni inversa fuq magna tal-liwi. Dan jikkawża ċertu ammont ta’ deformazzjoni inversa li għandha tiġi applikata fuq il-pajp tal-azzar qabel ma jidħol fiż-żona tad-deformazzjoni tal-liwi, sabiex in-naħa ta’ barra tal-pajp tal-azzar titwessa’ ’l barra biex tpatti jew tnaqqas id-deformazzjoni tas-sezzjoni tal-pajp tal-azzar waqt l-liwi, u b’hekk tiġi żgurata l-kwalità tal-
Il-pajpijiet mgħawġa mingħajr qalba jintużaw b’mod wiesa’. Meta r-raġġ tal-liwi tal-pajp tal-azzar ikun akbar minn 1.5 darbiet id-dijametru tal-pajp, ġeneralment jintużaw liwijiet mingħajr korsijiet. Il-pajpijiet prinċipali mgħawġa jintużaw biss għal pajpijiet tal-azzar b’dijametri akbar u ħxuna tal-ħajt irqiqa.
Barra minn hekk, hemm metodi ta’ tgħawwiġ tal-pajpijiet bħal tgħawwiġ tal-pressjoni ta’ fuq, tgħawwiġ ta’ frekwenza medja, tgħawwiġ tal-fjamma, u tgħawwiġ tal-estrużjoni.
Pipa tal-azzar
Hemm żewġ tipi ta’ pajpijiet tal-azzar: pajpijiet tal-azzar mingħajr saldatura u pajpijiet tal-azzar iwweldjati.
Pipa tal-azzar mingħajr saldatura
Il-pajpijiet tal-azzar mingħajr saldatura huma maqsuma f’pajpijiet irrumblati bis-sħana, pajpijiet miġbuda bil-kesħa, pajpijiet estrużi, eċċ. Skont il-forma trasversali, hemm żewġ tipi: ċirkolari u irregolari. Skont skopijiet differenti, hemm tubi ħxuna b’ħitan irqiq u b’ħitan irqiq, u tubi b’ħitan irqiq jintużaw b’mod komuni għal partijiet tal-metall tal-folji.
Pipa tal-azzar iwweldjata
Il-pajp tal-azzar iwweldjat, magħruf ukoll bħala pajp tal-azzar iwweldjat, huwa magħmul bl-iwweldjar ta’ strixxi tal-azzar u jiġi f’żewġ tipi: galvanizzat u mhux galvanizzat.
L-ispeċifikazzjonijiet tal-pajpijiet tal-azzar huma espressi f’sistema metrika bħala dijametru ta’ barra u ħxuna tal-ħajt, u fis-sistema imperjali bħala dijametru ta’ ġewwa (pulzieri).
Il-metodu tal-immarkar tad-daqs għall-pajpijiet tal-azzar huwa: dijametru ta’ barra, ħxuna tal-ħajt, u tul, bħal pajp D60106000
Metodu ta’ konnessjoni ta’ partijiet tal-metall tal-folji:
Partijiet tal-folji tal-metall huma magħmulin minn ħafna komponenti li jridu jiġu konnessi b’ċertu mod biex jiffurmaw prodott komplut. Il-metodi ta’ konnessjoni użati b’mod komuni jinkludu l-iwweldjar, it-tisfija, il-konnessjoni bil-kamin, u l-ġogi ta’ espansjoni. Il-konnessjoni bejn il-pajpijiet tal-azzar tadotta wkoll il-metodi msemmija hawn fuq. Fir-rigward tal-iwweldjar, il-ħjut u l-konnessjonijiet bil-ħjut
Il-ġobon tal-espansjoni huwa metodu ta’ konnessjoni li juża d-deformazzjoni ta’ pajpijiet tal-azzar u pjanċi tal-pajpijiet biex jinkiseb is-siġillar u s-serħan. Tista’ tuża metodi mekkaniċi, splussivi u idrawliċi biex tespandi d-dijametru tal-pajp tal-azzar, li jikkawża deformazzjoni tal-plastik tal-pajp tal-azzar u deformazzjoni elastika tal-ħajt tat-toqba tal-pjanċa tat-tubu. Billi tuża r-rebound tal-ħajt tat-toqba tal-pjanċa tat-tubu biex tapplika pressjoni radjali fuq il-pajp tal-azzar, il-ġonta bejn il-pajp tal-azzar u l-pjanċa tat-tubu għandha saħħa suffiċjenti ta’ espansjoni (forza tal-ġbid), li tiżgura li l-pajp tal Fl-istess ħin, għandu jkollu wkoll saħħa tajba ta’ siġillar (reżistenza għall-pressjoni) biex jiżgura li l-mezz ġewwa t-tagħmir ma jitnixxix mill-ġogi taħt pressjoni tax-xogħol.







