English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Il-metodu tal-bidu għall-ipprogrammar tal-għodod tal-magni CNC huwa li janalizza l-proċess, iġbed il-passaġġ tal-qtugħ, jistabbilixxi sistema ta’ koordinati, tikketta l-koordinati, u jikteb il-programm skont il-format.
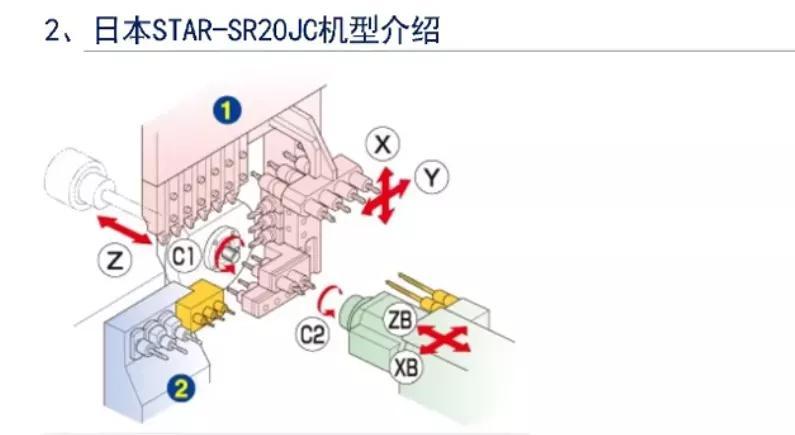
Metodi ta’ pprogrammar u passi għal ċapep tas-CNC
Il-kors tal-ipprogrammar tal-magna tal-kontroll numeriku huwa kors professjonali komprensiv fil-qasam tal-kontroll numeriku. Il-bidu tal-ipprogrammar huwa diffiċli, iżda ladarba tibda, isir aktar faċli. Il-metodi ta’ programmazzjoni huma miġbura fil-qosor kif ġej:
1[UNK] Analiżi d-disinji tal-partijiet u ddetermina l-proċess tal-makkinarju
Analiżi r-rekwiżiti tal-materjal, il-forma, id-daqs, il-preċiżjoni, il-forma vojta, u t-trattament bis-sħana tal-partijiet, tiddetermina l-metodu korrett tal-makkinarju, il-pożizzjonament u t-twaħħil, is-sekwenza tal-makkinarju, l-għodod u l-parametri tal-qtugħ użati, u tifforma l-proċess tal-makkinarju. Dan l-istadju huwa parti importanti mill-ipprogrammar tal-kontroll numeriku. L-għan ewlieni tiegħu huwa li jiddetermina r-rotta tal-proċess, il-parametri tal-qtugħ, u l-pożizzjonament tal-biċċiet tax-xogħol, it-twaħħil, eċċ. tal-makkinarju CNC. L-ewwel nett, hemm id-diviżjoni tal-proċessi tal-makkinarju tas-CNC, bħall-uċuħ tat-tarf tal-makkinarju, iċ-ċirku ta’ barra tal-makkinarju, is-slotting, il-qtugħ, eċċ; It-tieni nett, l-għażla tal-għodod tal-qtugħ għandha ssir b’mod raġonevoli; Wara hemm l-arranġament tas-sekwenza tal-proċess, li jeħtieġ li fid-determinazzjoni tal-proċess, ir-rotta tal-makkinarju għandha tkun qasira, il-frekwenza tal-bidla fl-għalf u fl-għodda għandha titnaqqas, u l-funzjonijiet tal-għodda tal-makkinarju CNC għandhom jiġu utilizzati bis-sħiħ biex jiġi żgurat makkinarju sikur, affidabbli u effiċjenti.
Il-mogħdija tal-qtugħ tirreferi għat-trajettorja tal-moviment u d-direzzjoni tal-pożizzjoni tal-qtugħ tal-għodda relattiva għall-biċċa tax-xogħol matul il-proċess tal-makkinarju. Meta jiġu arranġati proċessi ta’ makkinarju ta’ preċiżjoni li jistgħu jitwettqu b’qatgħat wieħed jew aktar, il-kontorn finali tal-parti għandu jiġi makkinarju kontinwament mal-aħħar qatgħat. F’dan il-punt, il-pożizzjonijiet ta’ quddiem u ta’ rtirar tal-għodda tal-makkinarju għandhom jiġu kkunsidrati bir-reqqa, u huwa rrakkomandat li ma jkunx hemm arranġamenti għall-persunal tal-qtugħ, il-qtugħ jew it-tibdil tal-għodod, jew il-waqfien f’kontorni kontinwi, sabiex tiġi evitata deformazzjoni elastika kkawżata minn bidliet f’daqqa fil-forza tal-qtugħ, li jirriżultaw f’scratches tal-wiċċ, bidliet fil
2[UNK] Kalkolu numeriku
Ikkalkula l-valuri tal-koordinati tat-trajettorja tal-moviment ibbażati fuq ir-rekwiżiti tad-daqs tal-partijiet, ir-rotta tal-makkinarju, u s-sistema tal-koordinati stabbiliti. Għal partijiet sempliċi magħmulin minn arki u linji, huwa meħtieġ biss li jiġu kkalkulati l-koordinati tal-intersezzjoni jew punti tanġenti ta’ kull element ġeometriku fuq il-kontorn tal-parti, u jinkisbu l-valuri tal-koordinati tal-punt tal-bidu, il-punt tat-tmiem, u ċ-ċentru tal-ark ta’ kull element ġeometriku. Jekk is-sistema CNC ma jkollhiex funzjoni ta’ kumpens għall-għodda, għandha tiġi kkalkulata wkoll it-trajettorja tal-moviment tal-pożizzjoni tal-għodda. Għal partijiet kumplessi magħmulin minn kurvi mhux ċirkolari, minħabba l-fatt li l-magni CNC normalment ikollhom biss funzjonijiet ta’ interpolazzjoni tal-ark linear i u pjanari, jistgħu jintużaw biss segmenti tal-linja tal-fergħat jew metodi ta’ approssimazzjoni tas-segment tal-ark għall-makkinarju. F’dan il-ħin, il-valuri tal-koordinati tal-punt ta’ intersezzjoni (jiġifieri n-nodu) bejn is-segment tal-linja tal-approssimazzjoni u l-kurva pproċessata jeħtieġ li jiġu kkalkulati
Għal trajettorji sempliċi ta’ moviment pjanari, il-kalkolu tal-valuri tal-koordinati ta’ kull element ġeometriku spiss isir manwalment. Għal trajettorji tal-moviment kumplessi ħafna jew tridimensjonali, il-kalkolu tal-valuri tal-koordinati spiss isir bl-għajnuna tal-kompjuters. Għall-partijiet makkinarju tas-CNC, sabiex jiġu ffaċilitati d-dimensjonijiet tal-ipprogrammar u tal-koordinazzjoni, huwa l-a ħjar li d-dimensjonijiet jiġu annotati minn punt ta’ referenza, u li d-dimensjonijiet tal-koordinati rilevanti jiġu pprovduti direttament. Jekk le, huwa aħjar li tinbidel l-annotazzjoni.

3[UNK] Ikteb folja tal-programm
Abbażi tal-koordinati kkalkulati tat-trajettorja tal-moviment u s-sekwenza determinata tal-makkinarju, in-numru tal-għodda, il-parametri tal-qtugħ, u l-azzjonijiet awżiljarji, kiteb is-segment tal-folja tal-programm tal-makkinarju skont is-segment skont il-kodiċi tal-istruzzjoni speċifikat u l-format tal-programm. Meta jiġu miktuba programmi, għandha tingħata attenzjoni biex dawn isiru sempliċi, konvenjenti u intwittivi. Meta tiġi stabbilita sistema ta’ koordinati tal-biċċa tax-xogħol, iċ-ċapep tas-CNC ġeneralment jistabbilixxu l-oriġini tal-programm fuq il-wiċċ lemin tal-biċċa tax-xogħol. Il-programm tal-makkinarju CNC jikkonsisti f’serje ta’ segmenti tal-programm, li min-naħa tagħhom huma magħmula minn kliem ta’ tagħlim.
Qabel l-ipprogrammar, jeħtieġ li l-ewwel wieħed jifhem il-format bażiku tas-segmenti tal-programm, il-format, il-funzjoni, u l-iskop tal-istruzzjonijiet użati b’mod komuni. It-tieni nett, ir-rotta tal-ipproċessar għandha tiġi ddeterminata, u l-valuri tal-koordinati tal-punti fuq ir-rotta għandhom ikunu mmarkati kemm jista’ jkun, sabiex ma jkunx faċli li wieħed jivvjaġġa matul l-ipprogrammar; Imbagħad kiteb il-folja tal-programm. Il-passi ġenerali tal-kitba tal-programm huma miġbura fil-qosor kif ġej: in-numru tal-programm - il-kontenut tal-programm - it-tmiem tal-programm.