English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Metalen stempelen en koudstempelen worden over het algemeen gebruikt om metalen platen te verwerken tot ondiepe concave vormen of gebogen profielen. Het heeft de kenmerken van snelle verwerkingssnelheid en hoge nauwkeurigheid. Het kan worden gebruikt om een verscheidenheid van dagelijkse producten te produceren, van carrosserieën tot metalen pallets.
Hoge verwerkingskosten, hoge vormkosten en lage tot gemiddelde eenheidskosten
Typische toepassingen: Automotive, Consumentenproducten, Meubels
Toepasselijkheid · Grootschalige productie
Verwerkingskwaliteit · Hoge kwaliteit, nauwkeurig buigen
Verwante processen: Dieptrekken, Metaal spinnen, Buigen vormen
Verwerkingscyclus · Korte cyclus (1 seconde tot 1 minuut)

Proces Inleiding: Het stempelen van metaal is een metaalverwerkingsmethode die is gebaseerd op de plastic vervorming van metaal Het gebruikt mallen en stempelapparatuur om druk op het plaatmateriaal uit te oefenen, waardoor plastic vervorming of scheiding van het plaatmateriaal wordt veroorzaakt, waardoor onderdelen (gestempelde delen) met bepaalde vormen, maten en eigenschappen worden verkregen. Stempeltechnologie speelt een belangrijke rol in het productieproces van automobielcarrosserieën.
Metalen stempelen kan worden gebruikt om ondiepe concave metaalvormen te verwerken, en de verwerkingsvereisten voor mallen zijn relatief hoog, en dit proces is alleen geschikt voor grootschalige productie. Dit proces heeft een hoge precisie in verwerking en er is geen significante verandering in materiaaldikte. Wanneer de verhouding tussen diepte en diameter afneemt, is het bewerkingsproces zeer vergelijkbaar met dieptrekken, en geen van deze bewerkingsprocessen vermindert de dikte van het materiaal aanzienlijk.
Massaproductie van onderdelen vereist het uitgebreide gebruik van meerdere vormen- en snijprocessen op basis van progressieve gereedschappen. Een reeks mallen zijn essentieel in snelle verwerking. Bij het bewerken van onderdelen is soms een tweede bewerking vereist op eerder gevormde onderdelen. Sommige onderdelen vereisen mogelijk vijf of meer bewerkingen, wat het aantal betrokken processen weerspiegelt. Dit proces kan metaalplaten in cilindrische, conische en halfronde vormen verwerken. De frequente combinatie van stempelen en persen in het proces biedt een breed scala aan keuzes voor het gehele ontwerp, zoals bij het bewerken van flensranden, asymmetrische naven en vormen met perforaties, de onderscheidende kenmerken van dit proces zijn duidelijk.
Technische beschrijving 000 @ 000
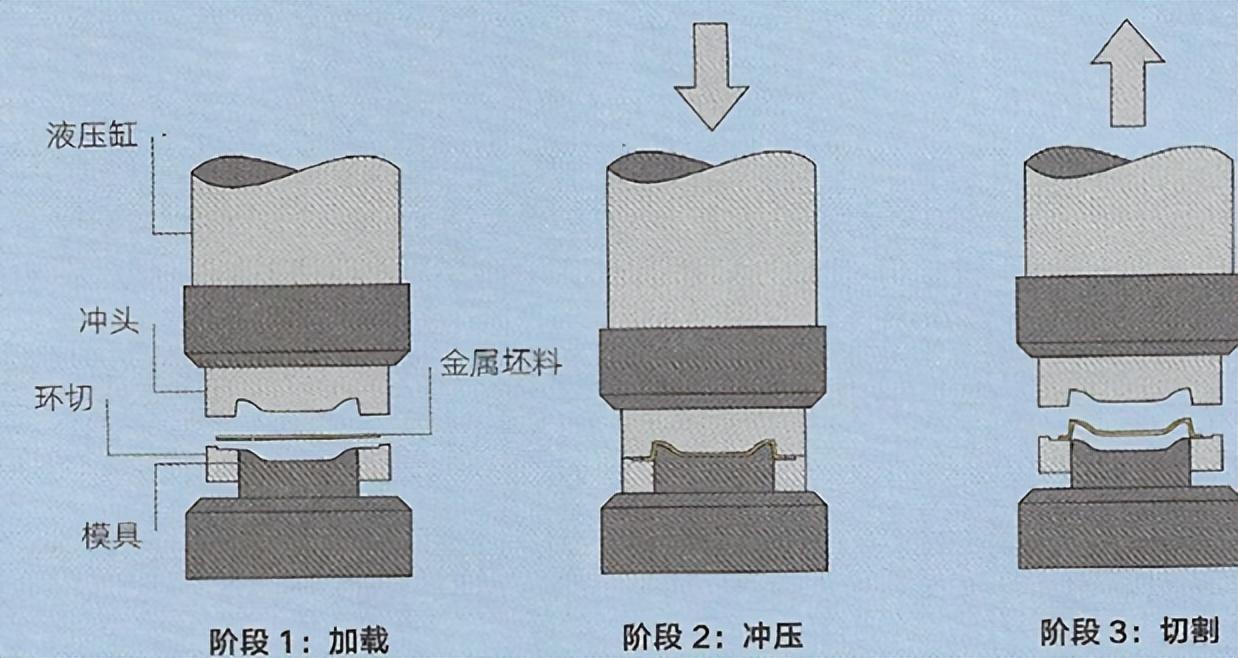
Het specifieke proces van metalen stempelen op een ponspers is om kracht over te brengen naar de pons door een hydraulische cilinder of mechanisch apparaat (zoals een nokkenpers). Over het algemeen worden hydraulische cilinders gekozen omdat hun druk gelijkmatig verdeeld is over de gehele stampcyclus, en degenen die mechanische apparaten gebruiken hebben ook een plaats in de metaalverwerkende industrie.
Punsen en mallen zijn gespecialiseerd en voeren over het algemeen slechts één bewerking van vormen of ponsen uit. In gebruik worden metalen knuppels meestal op de werkbank geladen. Klem vervolgens de pons vast en voltooi het vormproces van het onderdeel in één slag.
Nadat het gieten is voltooid, beweegt de stripper omhoog en duwt het onderdeel eruit, waarop het onderdeel wordt verwijderd. Soms is het vormen van onderdelen een continu proces, en na verwerking gaat het ook door een stempelproces. Dit wordt algemeen bekend als het continue vormproces.
Onder deze verwerkingsomstandigheden worden de verwerkte metalen onderdelen overgebracht naar de volgende fase van verwerking. Dit proces kan handmatig of via overdrachtssporen worden gedaan. De meeste systemen zijn geautomatiseerd en handhaven hoge verwerkingssnelheden. De volgende stap kan drukverwerking, stempelen, krullen of andere secundaire verwerking omvatten.
De typische toepassing van stempelverwerking is zeer uitgebreid. De overgrote meerderheid van de grootschalige metaalverwerkingstechnieken in de automobielindustrie zijn stempelen of extrusie, met inbegrip van carrosserie, deurvoering en randen.
Dit proces wordt gebruikt voor de verwerking van metalen camerabodies, mobiele telefoons, tv-behuizingen, huishoudelijke apparaten en MP3-spelers. Ook keuken- en kantoorapparatuur, gereedschap en messen maken gebruik van dit proces. De buitenvorm en interne structuur van de onderdelen kunnen met dit proces worden verwerkt.
Kleine batchproductie van onderdelen met behulp van verwante processen wordt bereikt door plaatbewerking, metaalspinnen of buigvormen. Deze processen kunnen vormen produceren die vergelijkbaar zijn met metalen stempelen, maar vereisen hoge arbeidsvaardigheden.
Hoewel stempelen en dieptrekken op elkaar lijken, zijn er nog steeds aanzienlijke verschillen. Wanneer de diepte van het onderdeel groter is dan 1/2 van de diameter, moet het deel worden verlengd en moet de wanddikte worden verminderd. Dit vereist geleidelijke en langzame werking om overmatig uitrekken en scheuren van het materiaal te voorkomen.
Superplastic gieten kan grotere en diepere delen produceren met behulp van eenvoudige bewerkingen. Deze verwerking is echter beperkt tot aluminium, magnesium en titanium omdat het materiaal superplasticiteit vereist.
Het metaalprofiel gevormd door verwerkingskwaliteit combineert de buigbaarheid en sterkte van het metaalmateriaal van de onderdelen, waardoor stijfheid en helderheid worden verbeterd.
Als de vereisten voor het oppervlakteeffect niet bijzonder streng zijn, hoeven de onderdelen slechts enigszins na vervorming te worden ontbramd. Zandstralen wordt gebruikt om de ruwheid van het oppervlak te verminderen. Onderdelen kunnen ook verder worden verwerkt door poedercoating, spuitverf of galvaniseren.
Ontwerpmogelijkheden verwijzen naar de methoden om snel en nauwkeurig ondiepe concave vormen te produceren met behulp van plaatwerk. Deze techniek kan worden gebruikt voor cirkels, vierkanten en veelhoeken.
Dunnwandige onderdelen kunnen worden versterkt door ribben toe te voegen, wat ook gewicht en verwerkingskosten kan verminderen. Door de juiste matrijzen te kiezen kunnen profielen met samengestelde curven en complexe oppervlakken worden verwerkt. Een soortgelijk proces om deze taak te voltooien is plaatbewerking, maar het vereist werknemers met hoge technische vaardigheden. Zachte mallen kunnen worden toegepast op plaatbewerking en metaalstempelen. Een kant van deze mal is gemaakt van stijf rubber, dat voldoende druk kan uitoefenen om een metalen blanco op de pons te vormen.
Ontwerpoverwegingen: De stempelbewerking wordt uitgevoerd op een verticale as. Daarom wordt de holle hoek gevormd in het tweede stempelen. Secundaire stempelen omvat drukvervorming, snijuitbreiding en krullen.
De eerste stempelbewerking kan de diameter van het defecte materiaal alleen met 30%. De ononderbroken verrichting kan de diameter met 20%. Dit betekent dat de verwerking van sommige onderdelen een bepaald aantal continue stempels vereist.
In dieptrektechnologie wordt het proces vaak beperkt door de bewerkingscapaciteit van de machine De grootte van het machinebed bepaalt de grootte van de billet, en de slag bepaalt de stretchlengte. De verwerkingscyclus wordt bepaald door de slag en de complexiteit van de onderdelen.
De dikte van gestempeld roestvrij staal varieert van 0.4 tot 2mm, en het is mogelijk om tot 6mm dikke platen te verwerken, maar het wordt beïnvloed door de vorm.
Veel metaalplaten kunnen door dit proces worden verwerkt, zoals koolstofstaal, roestvrij staal, aluminium, magnesium, kom, koper, messing en zink.
De verwerkingskosten zijn relatief hoog als gevolg van de behoefte aan hoogsterke metalen mallen tijdens verwerking. Semi stijve rubberen mallen hebben lagere kosten, maar vereisen nog steeds enkelzijdige metalen gereedschappen en zijn alleen geschikt voor kleinschalige productie.
De verwerkingscyclus is zeer kort, en 1 tot 100 delen kunnen binnen een minuut worden verwerkt. Het vervangen en opzetten van mallen vergt een bepaalde hoeveelheid tijd.
De arbeidskosten zijn relatief laag door de hoge mate van automatisering. Polijsten zal de arbeidskosten aanzienlijk verhogen.
Alle afvalstoffen kunnen worden gerecycled vanwege de impact op het milieu. Metalen stempeltechnologie kan worden gebruikt om duurzame items te produceren.