

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Vandaag deel ik met u de belangrijkste factoren die u moet overwegen bij het kiezen van een vijf-assige bewerkingscentrum, met behulp van het toonaangevende Makino vijf-assige bewerkingscentrum als voorbeeld. Ik zal u een gedetailleerde lijst geven van degenen die niet weten
01
Structuur bepaalt de prestaties van de apparatuur
Er zijn verschillende structuren van vijf as bewerkingscentra, en het structurele ontwerp van de werktuigmachine bepaalt de prestaties van het materiaal, met inbegrip van stijfheid, bewerkingsnauwkeurigheid, stabiliteit, bedieningsbaarheid, enzovoort.
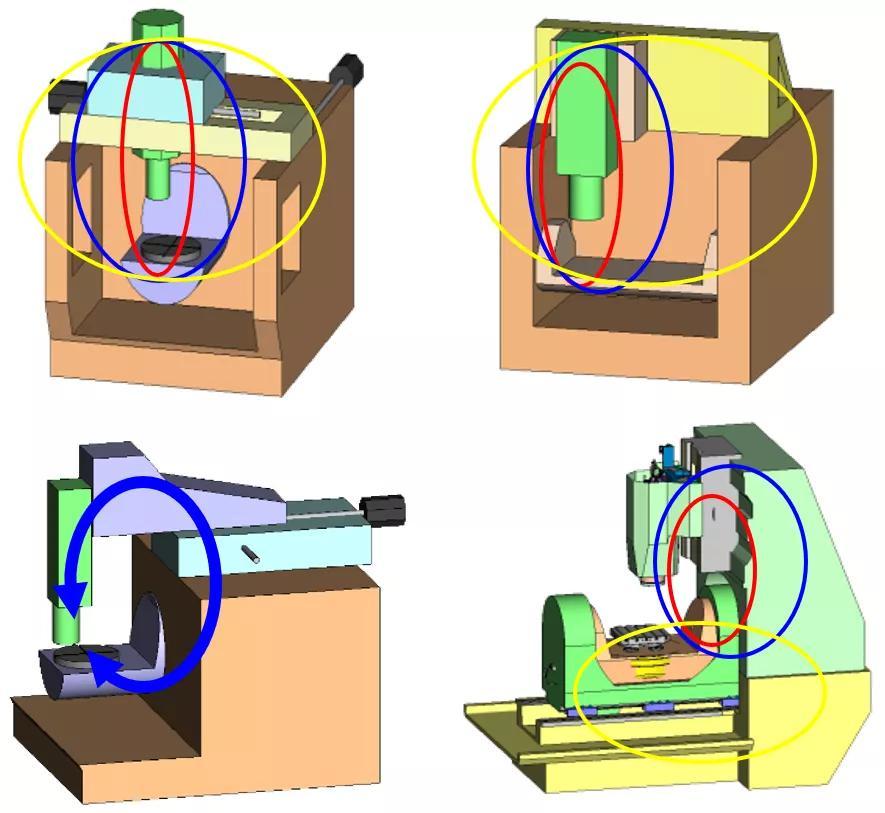
De volgende aspecten moeten hoofdzakelijk in aanmerking worden genomen:
1) De lineaire as wordt niet samengevoegd of overlagerd bij het verplaatsen
2) Het materiaal met kortsnijdende circuits heeft goede stijfheid
3) Is de kantelbare rotatieas een DD motor
4) Is het 5-assige koppeling
5) 5-assige nabijheid
Makino's D200Z/D800Z/a500Z serie vijf-assige bewerkingscentrum keurt een "Z-vormige hoge stijfheid werktafelstructuur goed, zoals weergegeven in de onderstaande afbeelding De werktafel heeft geen steun aan beide uiteinden nodig, met grote diameter schuine lagers en een werkstukzwaartepunt B binnen A. Vergeleken met traditionele enkelvoudige steunstructuren, is de buigende hoeveelheid d extreem klein en is de krachtarm L korter.
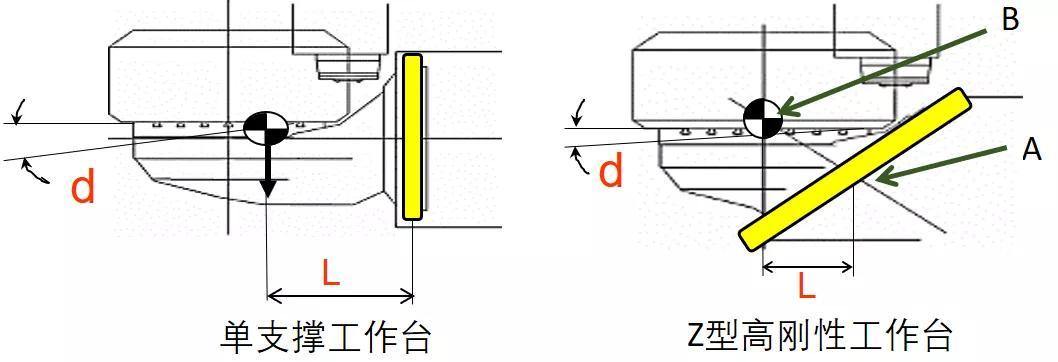
Deze schuine asstructuur kan hoge precisiebewerking bereiken vergelijkbaar met 3-assige bewerkingscentra. Zelfs bij het laden en roteren van zware componenten kan de buiging van de werkbank tot een minimum worden gecontroleerd. Tegelijkertijd kunnen lagers met hoge stijfheid en direct drive motoren hoge precisie en soepele rotatie met minimale trillingen bereiken. Bovendien heeft het een uitstekende ruimtelijke nabijheid.
02
Nauwkeurigheid van de kantelrotatieas
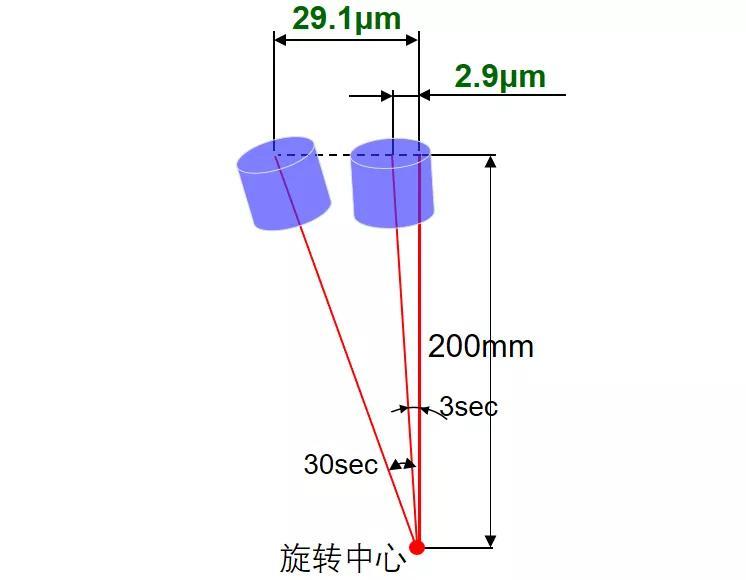
De bewerkingsnauwkeurigheid van gereedschapsmachines wordt direct beïnvloed door de nauwkeurigheid van de roterende as. Om de werkelijke impact van de nauwkeurigheid van de gekantelde roterende as op de bewerkingsnauwkeurigheid te begrijpen, gebruikt u de Makino D800Z-machine.
1= 60′
1′= 60″
1=3600″
De minimale resolutie van de B/C-as van de D800Z-machine is 0.0001 graden, die 0.36 inches is, en de positioneringsnauwkeurigheid is 3 inches. Door het volgende berekeningsdiagram, kunnen we de resulterende nauwkeurigheidsfout kennen.
03
Vermijding van interferentiebotsingen
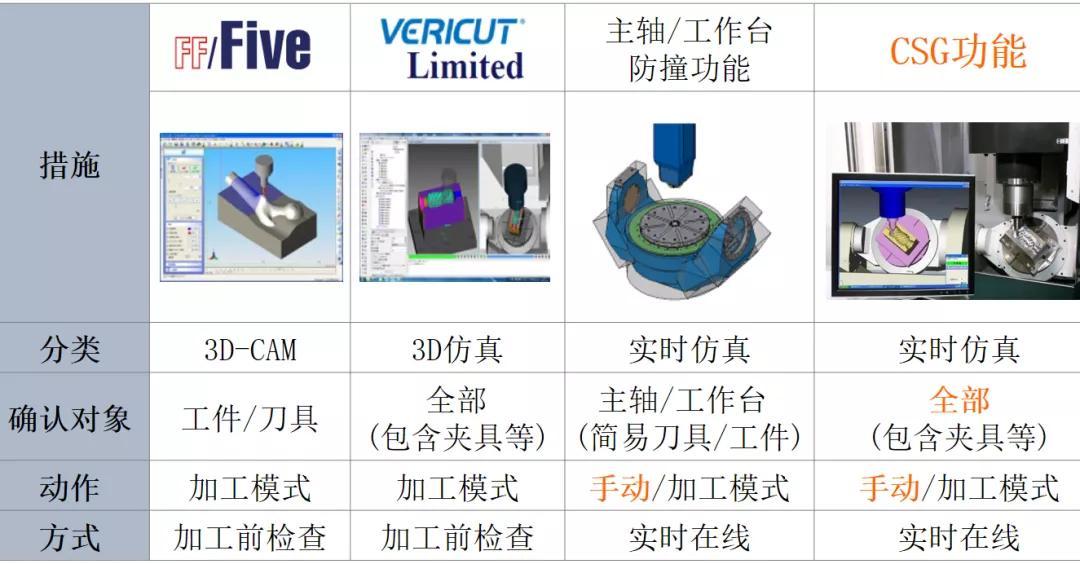
Naast het gebruik van computergebaseerde software voor interferentieinspectie is het 5-assige bewerkingscentrum van Makino uitgerust met online real-time simulatie CSG-functie, die interferentie zelfs in handmatige modus kan voorkomen.
De online real-time simulatie CSG-functie kan vóór verwerking controleren op mogelijke gereedschapsfouten of instelfouten in de gereedschapslengte, om noodstops tijdens het gebruik te minimaliseren. Tijdens de verrichting, op basis van vooraf gekalibreerde en aangepaste gegevens, evenals coördinaten, offsetwaarden en andere positiegegevens die van het CNC-controleapparaat worden gelezen, wordt de mogelijkheid van interferentie voorspeld. Zodra de werktuigmachine stopt met lopen, kan het statusscherm in realtime worden weergegeven en kunnen de voorspelde interferentiedelen en de asbewegingsrichting worden bevestigd.
04
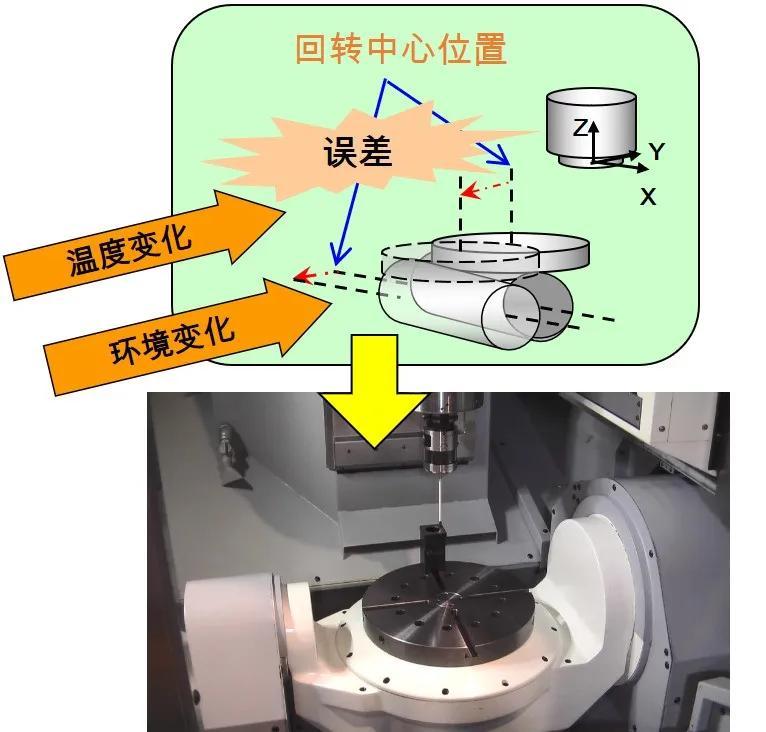
Correctie van rotatiecentrum
De verandering in rotatiecentrum veroorzaakt door milieu- en temperatuurveranderingen kan de precisie van het bewerken van vijf assen beïnvloeden.Het moet in staat zijn om automatisch door de sonde te kalibreren, de bewerkingsnauwkeurigheid van 3-assen/indexeren/5-assige bewerking te verifiëren, en ervoor te zorgen dat de gereedschapsfout minder dan of gelijk is aan; 4 μ m.
Automatisch kalibreren van het 5-assige rotatiecentrum met behulp van een sonde
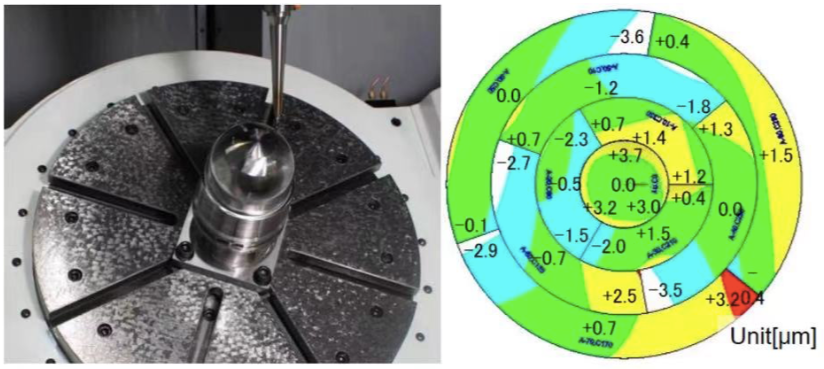
3-assige/indexering/5-assige bewerkingsnauwkeurigheidsverificatie
05
Nauwkeurigheid van de koppeling
De koppelingsnauwkeurigheid van een 5-assig bewerkingscentrum is een weerspiegeling van de resultaten van meerdere factoren. Neem Makino D200Z als voorbeeld, geef verwerkingscases om referentie te geven voor koppelingsnauwkeurigheid.
Verwerkingsapparatuur: D200Z
CAM:FFCAM
Materiaal werkstuk: NAK80 (40HRC)
Grootte van het werkstuk: 140x140x35mm
Vormholte: Duidelijke hoek R0.22mm, diepte 20mm
Verwerkingstijd: 1H35min/pocket
Snijgereedschap: 7 paren en 6 types
Nauwkeurigheid van de koppeling: Positie nauwkeurigheid 2 μ m, vormnauwkeurigheid 3 μ m
06
Procesondersteuning
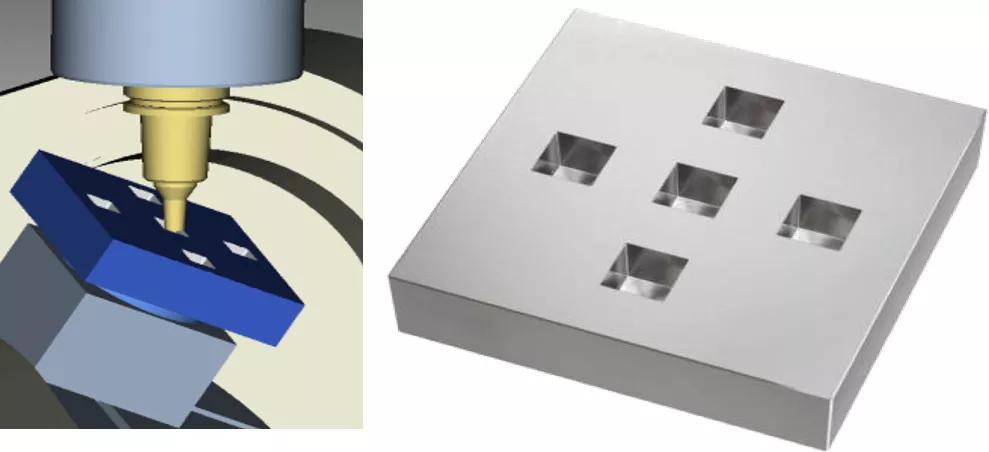
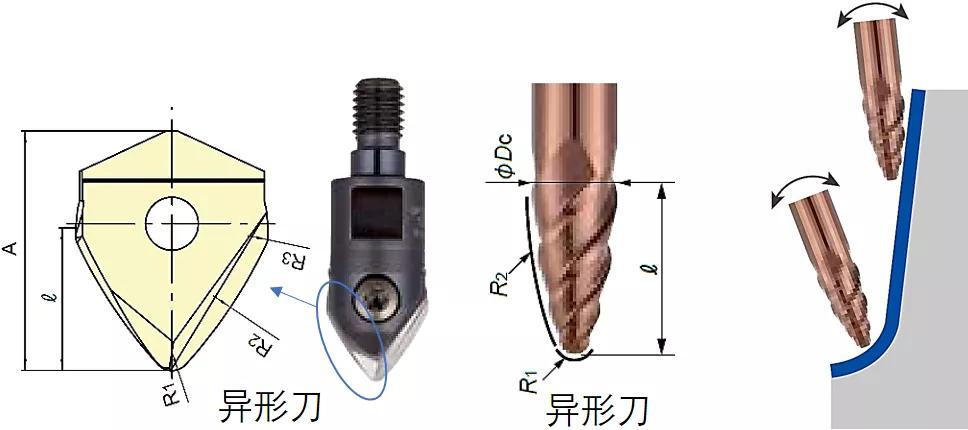
Het bewerkingsproces van een bewerkingscentrum met vijf assen bepaalt of de prestaties van de apparatuur kunnen worden gemaximaliseerd. Het gebruik van onregelmatige snijgereedschappen kan bijvoorbeeld de bewerkingsefficiëntie aanzienlijk verbeteren.
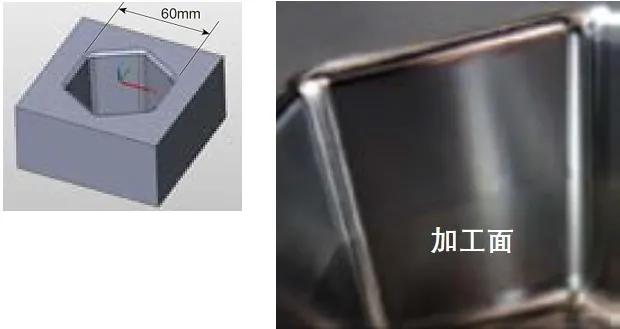
Processing case: Efficiency verhoogd met zes keer!
Materiaal: YXR33 (58HRC)
Vorm en grootte: zoals weergegeven in de figuur hieronder, diepte 30mm, trekhoek 2, spelingshoek R3mm

Oké, dat is alles voor de redacteur om te delen hier! Sommige studenten zeggen dat zelfs na het lezen van een artikel, ze het nog steeds niet kunnen begrijpen, net als tv kijken. Het goed leren programmeren van UG is eigenlijk heel eenvoudig, zolang je systematisch leert van ervaren mensen, meer communiceert met vrienden, collega's en klasgenoten. Hoe harder je werkt. De gelukkigere! Beweeg ieders kleine vinger naar je eigen vriendenkring om meer partners ten goede te komen










