

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Tegenwoordig zijn er veel fabrikanten die hoekcontactkogellagers in China produceren. Dus, hoe kies je een hoekcontactkogellagerfabrikant? Gebaseerd op 35-jaar ervaring in de industrie, vanuit de volgende drie perspectieven, hoe moeten we kiezen voor een hoekcontactkogellagerfabrikant?
1. Een goede fabrikant van hoekcontactkogellagers vereist zeer professionele apparatuur, met behulp van hoge precisie, betrouwbare en zeer stabiele CNC draaibanken;
Het meest cruciale en laatste productieproces bij de productie van lagerringen is bijvoorbeeld slijpen. De gebruikte apparatuur omvat voornamelijk speciale CNC slijpmachines en ultra diepe CNC draaibanken;
Sommige soorten lagerwerpring geometrische structuren zijn zeer eenvoudig, met lage precisievereisten Sommige hoekcontactkogellagerfabrikanten kunnen PLC economische en praktische CNC-gereedschappen kiezen; Sommige categorieën hoekcontactkogellagers hebben hogere eisen aan werpringen, zoals de loopbaan moet worden geproduceerd en verwerkt in een "convexe" meerderheidsvorm. Daarom moeten onze fabrikanten van hoekcontactkogellagers universele of high-end CNC-gereedschappen gebruiken om aan de vereisten te voldoen.
2. Een goede fabrikant van hoekcontactkogellagers heeft zeer hoge eisen voor nauwkeurigheid en consistentie van nauwkeurigheid;
Naald tot diagonaal contact kogellagers staan, naast verschillen in grondstoffen en warmtebehandelingsprocessen, voor specifieke uitdagingen op het gebied van precisie en consistentie bij het slijpen van onderdelen, met name bij de verwerking van massaproductie.
Bijvoorbeeld, P4 of meer lagerringen hebben significante verschillen in productie- en verwerkingsnauwkeurigheid. Het eenmalige nalevingspercentage van een goede fabrikant van hoekcontactkogellagers is over het algemeen ongeveer 80%. En de matching rate is 60%. Sommige soorten lagers, zoals kegelrollenlagers voor windturbineassen, zijn ook moeilijk om kwaliteit boven P4 te handhaven.
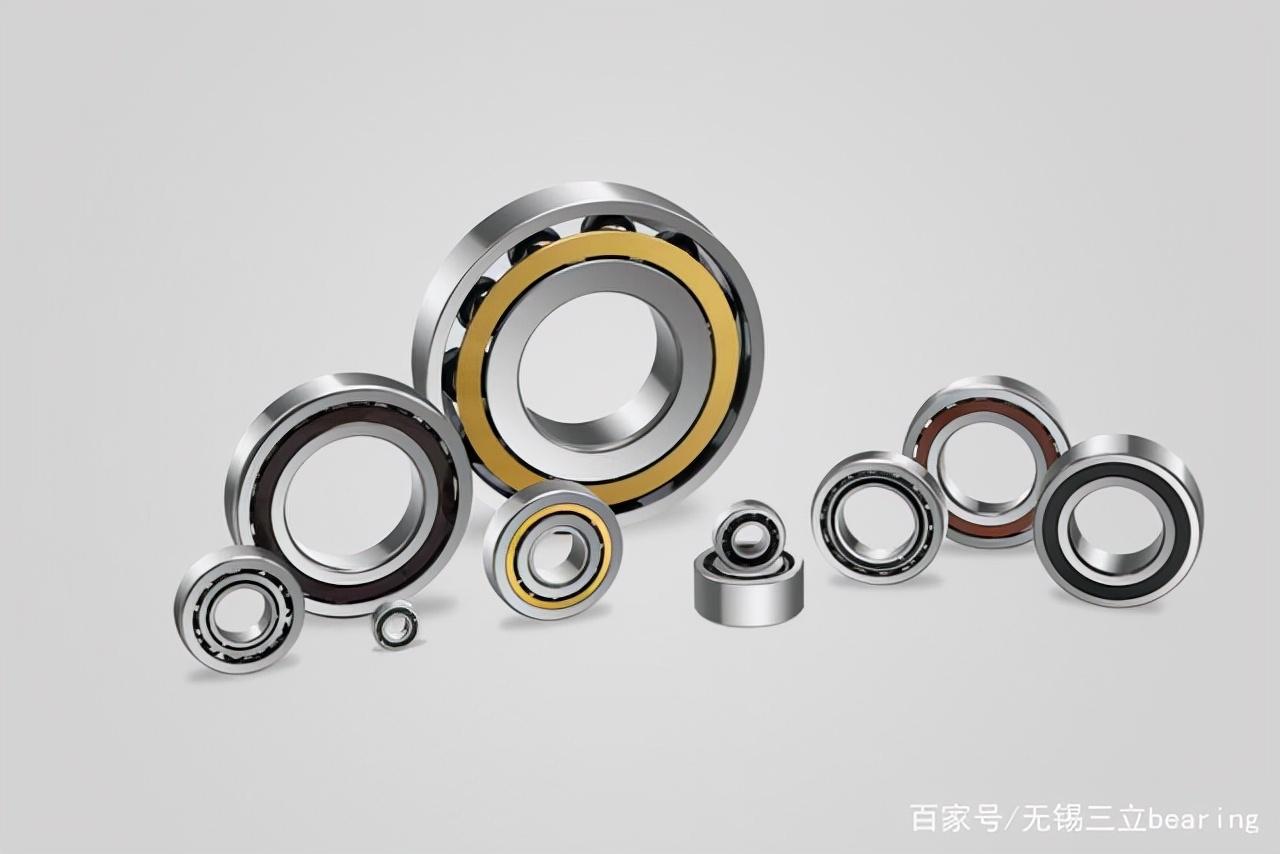
Hoekkogellager
3. Kerntechnologieën en strategieën die een goede fabrikant van hoekcontactkogellagers zou moeten goedkeuren
(1) Een goede fabrikant van hoekcontactkogellagers zou CNC draaibanken met hoge precisie, betrouwbaarheid en hoge stabiliteit moeten gebruiken. Voor sommige complexe lagerringen is het noodzakelijk om multifunctionele CNC-werktuigen zoals CNC-slijpmachines te gebruiken; De binnenste oppervlakteslijptoepassing gebruikt een snelle hoge snelheid elektrische spindel, terwijl de buitenoppervlakteslijptoepassing een hoge buigende stijfheid geluidsdruk zandschijfspindellager voor snel slijpen gebruikt;
Goede fabrikanten van hoekcontactkogellagers gebruiken semi gesloten lus controle en gesloten lus controle servo controle systemen om het te manipuleren, en kunnen nauwkeurige microsnijden en compensatie uitvoeren De snijschermresolutie kan worden voorgesteld 0.25 μ m of 0.1 μ m te zijn, en de precisie van herhaalde nauwkeurige positionering kan 1 μ m of zo hoog als 0.5 μ m bereiken;
Goede hoekcontactkogellagerfabrikanten gebruiken hoge precisie en buigende stijfheid, evenals slijtvaste kogelschroeven en glijrails en andere beweegbare componenten;
Een goede fabrikant van hoekcontactkogellagers zou een bed moeten gebruiken dat voldoende veroudering heeft ondergaan, stabiel is en goede trillingsabsorptieprestaties heeft in vergelijking met het werkelijke effect.Hoge precisie CNC-slijpmachines moeten granieten bedden met een sterke trillingsdempingscoëfficiënt en relatief lage lineaire uitzettingscoëfficiënt gebruiken.
(2) Een goede fabrikant van hoekkogellagers moet de slijpspecificaties actief meten en manipuleren met een precisie van 3 μ m of hoger tot 1 μ m. De communicatie servomotor wordt gebruikt om de slijpschijfdresser aan te drijven en te bedienen, de afstand tussen zandschijfreparaties te verminderen en de kwaliteit van zandschijfreparaties te verbeteren; Gebruik hoogwaardige diamantzaagbladen en CBN-zandschijven om consistente bewerkingsnauwkeurigheid voor grootschalige productie te garanderen.
(3) Een goede fabrikant van hoekcontactkogellagers zou het slijpcapaciteit moeten verminderen door smeden, diepe verwerking of zeer nauwkeurig koudwalen, en extra doven en koud persen in het midden van elke processtroom moeten uitvoeren om slijpspanning te verwijderen en nadelen zoals slijpbranden en scheuren veroorzaakt door overmatige snijsnelheid te voorkomen, waardoor productie- en verwerkingsnauwkeurigheid en oppervlaktekwaliteit worden verbeterd.
(4) Goede fabrikanten van hoekcontactkogellagers moeten aandacht besteden aan het verbeteren van het productie- en fabricageniveau van belangrijke componenten zoals flip lichamen en kogellagers. Vooral voor hoognauwkeurige cilindrische rollen en conische rollen, moeten automatische productielijnen worden toegepast. Hoge precisierollen moeten grondig glad en broos zijn.
(5) Goede fabrikanten van hoekcontactkogellagers moeten aandacht besteden aan het bewerkingsproces. Volgens strenge voorschriften inzake temperatuurbeheersing, constante vochtigheid, trillingsvermindering en reiniging, moet basisbouw of renovatie van productie- en verwerkingsruimteomgevingsapparatuur worden uitgevoerd.
(6) Een goede fabrikant van hoekcontactkogellagers moet het kenmerk van "grijpen en erven" volledig belichamen in de productie en productie van hoge precisiecomponenten, de technische opleiding en praktische ervaringsaccumulatie van het personeel verbeteren, strikt het productieproces en de verwerkingstechnologie organiseren, het kwaliteitsborgingsbeheersysteem versterken, en de "mobiele software" en "hardwareconfiguratie" consistent maken, zodat uitstekende hardwareconfiguratie voornamelijk sterkere efficiëntie aantoont.










