English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Deze ervaring is vooral voor beginners om leren te zien en te oefenen. Want hier schrijft niemand online over, maar deze basics zijn inderdaad heel belangrijk.

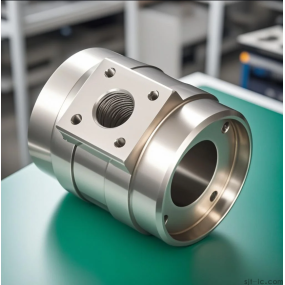
CNC-bewerkingsproces
1. Neem het materiaal~Controleer of de lengte, breedte, hoogte, materiaal, en serienummer van het materiaal overeenkomen met de te verwerken tekening
2 klemmen~Let op de plaatsing van het werkstuk, wordt het hetzelfde geplaatst als de tekening? Is het vastgeklemd? Zijn Ma Zai en Pi Shi binnen het verwerkingsbereik, en zullen ze het bereik overschrijden? Zal het het mes raken?
3. Ruwe bewerking binnen 0.03mm en precisiebewerking binnen 0.01mm.
4 punten in het midden~Vind de benchmark positie en controleer het opnieuw in het midden. Trek 5mm voor het grotere uiteinde en 2mm voor het kleinere uiteinde terug.
5 paren messen~Controleer of de messen overeenkomen met degenen op de tekening, let op de slijtage van de messen, zorg ervoor dat de bewerkingslengte voldoende is, en of zij met de messen zullen botsen.
Regeling van de volgorde van het CNC-bewerkingscentrum
Over het algemeen moet de regeling van de verwerkingsvolgorde worden overwogen op basis van de structuur en conditie van de onderdelen, evenals de noodzaak van positionering en klem, met een nadruk op het waarborgen dat de stijfheid van het werkstuk niet wordt aangetast. De volgorde moet in het algemeen de volgende beginselen volgen:
1. De CNC-bewerking van het vorige proces zou de positionering en het klemmen van het volgende proces niet moeten beïnvloeden, en als er universele bewerkingsprocessen in het midden zijn afgewisseld, moet ook uitgebreide overweging worden gegeven.
2.Ga eerst door met het interne holtebewerkingsproces, en ga dan verder met het externe bewerkingsproces.
3. Het is het beste om het CNC-bewerkingsproces met dezelfde positionering, klemmethode of hetzelfde gereedschap te verbinden om het aantal herhaalde positionering, gereedschapsverandering en het verplaatsen van de drukplaat te verminderen.
4. Voor meerdere processen die in dezelfde installatie worden uitgevoerd, moet het proces met minimale stijve schade aan het werkstuk eerst worden geregeld.

Op welke aspecten moet worden gelet bij het bepalen van de spanmethode van werkstukken?
Bij het bepalen van de positioneringsreferentie en het klemschema moeten de volgende drie punten worden opgemerkt:
1. Streef naar consistentie in ontwerp-, proces- en programmeringsberekeningen.
2. Probeer het aantal klemtijden te minimaliseren en CNC-bewerking van alle te bewerken oppervlakken na één positionering te bereiken.
3. Vermijd het gebruik van handmatige aanpassingsplannen die de machine bezetten.
4.De inrichting moet open zijn en het positioneren en het klemmechanisme mag het gereedschapspad bij CNC-bewerking niet beïnvloeden (zoals botsing).Bij het tegenkomen van dergelijke situaties, kan het worden geklemd met behulp van een tang of het toevoegen van bodemplaatschroeven.
Het bewerkingsproces en de span- en positioneringsnormen van het werkstuk lijken misschien gewoon, maar zijn eigenlijk de eerste stap in een efficiënte productie. Strikte controle bij de bron is de sleutel tot hoogwaardige producten.