English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

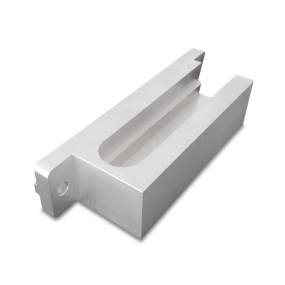
Wat zijn de unieke kenmerken van CNC-technologie voor numerieke besturing?
CNC numerieke besturingstechnologie is een soort bewerking, maar voldoet ook aan de wet van machinaal bewerken en snijden, en de verwerkingstechnologie is over het algemeen hetzelfde als die van gewone werktuigmachines. Omdat het een geautomatiseerde bewerking is die computerbesturingstechnologie toepast op machinaal bewerken, heeft het de kenmerken van hoge verwerkingsefficiëntie en hoge precisie. De verwerkingstechnologie heeft zijn eigen unieke kenmerken. Het proces is ingewikkelder en de werkstapopstelling is gedetailleerder en nauwkeuriger.
CNC numerieke besturing bewerkingsproces omvat de selectie van gereedschappen, de bepaling van snijparameters en het ontwerp van de snijprocesroute. CNC numerieke besturing bewerkingsproces is de basis en kern van numerieke besturing programmeren. Alleen wanneer het proces redelijk is, kan een zeer efficiënt en hoogwaardig numeriek besturingsprogramma worden samengesteld. De normen voor het meten van de kwaliteit van numerieke besturingsprogramma ‘s zijn: minimale bewerkingstijd, minimaal gereedschapsverlies en het beste werkstuk.
Het numerieke besturingsbewerkingsproces maakt deel uit van het algehele bewerkingsproces van het werkstuk, of zelfs een proces. Het moet samenwerken met andere voor- en achterprocessen om uiteindelijk te voldoen aan de assemblagevereisten van de algehele machine of mal, om gekwalificeerde onderdelen te verwerken.
Numerieke controleverwerkingsprocedures zijn over het algemeen onderverdeeld in ruwe verwerking, gemiddelde en ruwe hoekverwerking, semi-afwerking en afwerkingsstappen.
Het voorbewerken moet proberen een groter mes te kiezen, en snel een grote hoeveelheid werkstukmateriaal verwijderen met een grote hoeveelheid snijden zoveel mogelijk binnen het bereik dat de werktuigkracht of het gereedschap kan dragen. Om te voorkomen dat de snijtrilling tijdens het voorbewerken het werkstuk losmaakt, moet de tafel na het voorbewerken tijdig worden gecontroleerd en moet het mes indien nodig opnieuw worden uitgelijnd. Het afwerklichtmes van het referentievlak kan na het voorbewerken worden uitgevoerd ter voorbereiding op de toekomstige kalibratietafelinspectie. Voor werkstukken met complexe holtes is er door het gebruik van grotere gereedschappen voor het voorbewerken een grote hoeveelheid marge over in de hoeken en moet een kleiner gereedschap dan tijdens het voorbewerken worden gebruikt voor secundair voorbewerken of hoekruimen. In het geval van een relatief groot verwerkingsgebied kan semi-afwerking worden uitgevoerd om gereedschapsverlies te verminderen. Om oversnijden te voorkomen, moeten de bovenstaande stappen voldoende marge achterlaten en uiteindelijk het afwerkingsproces uitvoeren. Probeer onder normale omstandigheden de werktuigmachine te inspecteren en verwijder deze na het passeren van de test en bereid vervolgens het volgende stuk voor op verwerking.