English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

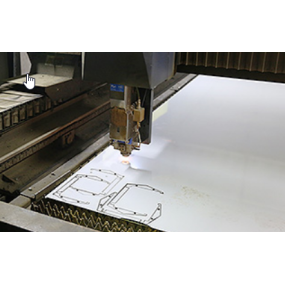
De vorming van metalen stempelonderdelen wordt meestal veroorzaakt door stof of ijzervijlen die zijn bevestigd aan het uiterlijk van grondstoffen of schimmels. Dus hoe kunnen we deze situatie vermijden?
1. Inspectie en correctie van de tekeningsmatrijs van de metalen stempelmatrijs: De tekeningsmatrijs moet regelmatig worden gecontroleerd en onderhouden om het optreden van stoten en stoten te verminderen en een stabiele toestand te behouden. De gebruikelijke praktijk is om monsters te gebruiken om de krassen op de blanco houder en de toestand van het bewerkte oppervlak (matrijsfilet, ponsfilet) te controleren;
2. Inspectie en correctie van snijmatrijzen voor metalen stempelmatrijzen: De reden voor de hobbels en stoten na het afschuifproces is dat ijzerpoeder optreedt tijdens het afschuifproces, dus het is noodzakelijk om het ijzerpoeder te observeren vóór het stempelen om hobbels en hobbels te voorkomen;  3. Passende manipulatorsnelheid: Voor halfautomatische productie van tekenmatrijzen, wanneer de tekenpons in de lagere matrijsoriëntatie is en de manipulatorsnelheid erg snel is, zal de braam op het bovenste deel van de pons vallen, waardoor hobbels en hobbels ontstaan. Om dit probleem te voorkomen, kunnen we het ontladingsexperiment van het onderdeel vóór de productie uitvoeren en de snelheid en ontladingshoek van de manipulator redelijk instellen, zodat deze het onderdeel en de onderste matrijs niet raakt;
3. Passende manipulatorsnelheid: Voor halfautomatische productie van tekenmatrijzen, wanneer de tekenpons in de lagere matrijsoriëntatie is en de manipulatorsnelheid erg snel is, zal de braam op het bovenste deel van de pons vallen, waardoor hobbels en hobbels ontstaan. Om dit probleem te voorkomen, kunnen we het ontladingsexperiment van het onderdeel vóór de productie uitvoeren en de snelheid en ontladingshoek van de manipulator redelijk instellen, zodat deze het onderdeel en de onderste matrijs niet raakt;
4. Controleer het snijoppervlak: Bij het snijden van de spoel zullen de slijtage en schade van de snijmatrijs ervoor zorgen dat veel kleine ijzeren poeders zich aan de rand hechten, dus het is noodzakelijk om het dubbele snijoppervlak in het materiaalgebied of de stempellijn te controleren voordat u de productie stempelt en het vel op tijd schoonmaakt om bramen te verwijderen.
5. Controleer de plaat reinigingsapparaat: Vóór de productie van metalen stempelen onderdelen, is het noodzakelijk om te controleren en trim de reiniging regeling op hetzelfde moment, zodat het effectiever kan zijn om het blad schoon te maken, die ook zeer hard nodig is, en ook aandacht te besteden aan de roller gap en de kwaliteit van de reinigingsolie. De gedetailleerde methode is om rode verf op een stalen plaat aan te brengen en te laten gaan door de reiniging regeling. Op dat moment, controleer de vorm van de antecedent van de rode verf wordt ingetrokken. Als de verwijdering tarief is niet gekwalificeerd, is het noodzakelijk om te controleren en trim de reiniging regeling. Wanneer de reinigingsolie ontbreekt, moet deze worden verminderd in de tijd.
Dit artikel is van EMAR Mold Co., Ltd. Klik voor meer EMAR-gerelateerde informatie op: www.sjt-ic.com,