English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Wat is een plaatmetalen onderdeel? Plaatmetaaldelen zijn een uitgebreid koud werkproces voor metaalplaten (meestal minder dan 6mm), dat snijden, ponsen/snijden/composiet omvat, vouwen, lassen, klinken, spliceren, en vormen om componenten te produceren

Kenmerken:
1. Gelijkmatige dikte. Voor een onderdeel is de dikte van alle onderdelen consistent
2. Lichtgewicht, hoge sterkte, geleidbaarheid, lage kosten, en goede prestaties in grootschalige productie
Verwerkingstechnologie
1. Snijden
De apparatuur die wordt gebruikt in het scheren proces is een scherende machine, die een metaalplaat in een basisvorm kan snijden.De voordelen omvatten lage verwerkingskosten; Nadelen: De nauwkeurigheid is gemiddeld, er zijn bramen in het snijden, en de snijvorm is single, die allemaal eenvoudige rechthoeken of andere eenvoudige vormen zijn samengesteld uit rechte lijnen.
Voor het snijden, is het noodzakelijk om de gevouwen grootte van de onderdelen te berekenen.De gevouwen grootte is gerelateerd aan de buigradius, buighoek, plaatmateriaal en plaatdikte.
2. Rust
De apparatuur voor ponsproces is een ponsmachine, die het gesneden materiaal verder kan verwerken en vormen. Het stempelen van verschillende vormen vereist verschillende vormen, gemeenschappelijke vormen omvatten ronde gaten, langwerpige gaten en uitsteeksels; Hoge nauwkeurigheid.
Baas: Het materiaal moet niet worden verwijderd, en de hoogte van de baas is beperkt, wat gerelateerd is aan het materiaal van de raad, de dikte van de raad, en de hoek van de baas helling.
Er zijn vele soorten uitsteeksels, met inbegrip van warmteafvoergaten, installatiegaten, enz. Vanwege de invloed van buigen, zal de afstand tussen de rand van het ontwerpgat en de rand van het bord en de buigende rand beperkt zijn
3. Lasersnijden
Verwerkingsapparatuur: lasersnijmachine
Voor materialen die niet kunnen worden verwijderd door snij- of ponsprocessen, of voor platen met een hoge hardheid die gevoelig zijn voor beschadiging van de mal, zoals die met afgeronde hoeken, of wanneer er geen kant-en-klare mal is om de vereiste vorm te stempelen, kan lasersnijden worden gebruikt om het vormen van het materiaal te voltooien voordat het buigt
Voordelen: Snijden zonder bramen, hoge precisie, in staat om elke vorm te snijden, zoals bladeren, bloemen, enz; Nadeel: Hoge proceskosten
4. Buigen

Verwerking apparatuur: buigende machine, rollende machine
Ze kunnen metaalplaten vouwen of rollen in de gewenste vorm, dat is het vormproces van componenten; Het proces van het vormen van de gewenste vorm door koud persen van een metalen plaat met de bovenste en onderste bladen van een buigmachine wordt buigen genoemd.
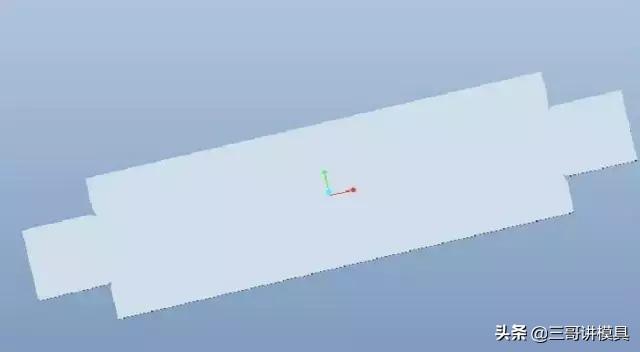
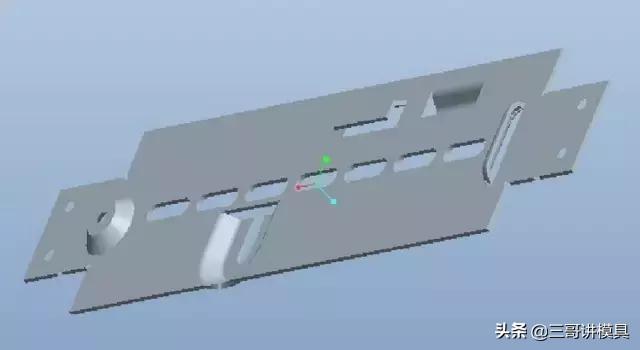
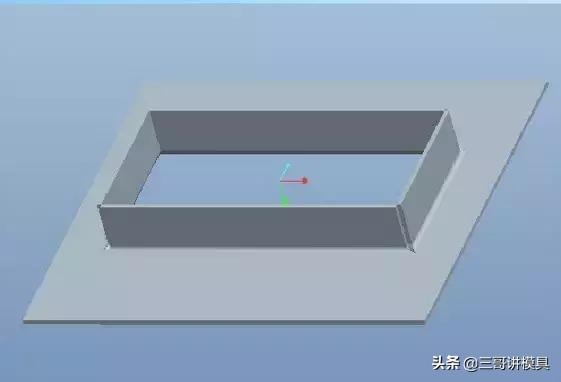
Buigen is de laatste stap in het vormen van plaatmetalen onderdelen, en er zijn verschillende punten om op te letten wanneer de onderdelen kunnen worden ontvouwen en gebogen in vorm. Hieronder zal de editor ze aan iedereen uitleggen.
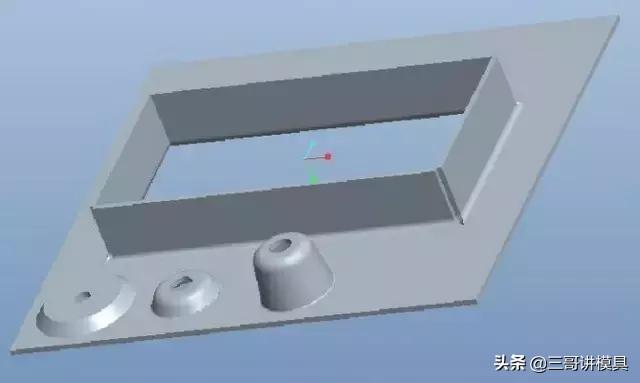
1. Materiaal tekort, zoals weergegeven in de figuur hieronder. De uitsteeksel is te hoog en overschrijdt de buigzaamheid van het materiaal. De uitsteeksel wordt over het algemeen gebruikt om de installatiegrootte te verhogen of installatieconflicten te vermijden. Daarom moet de uitsteeksel worden gemaakt zonder de interne structuur van het materiaal te veranderen en de structurele sterkte te beïnvloeden. Bijvoorbeeld, de hoek tussen de convexe kegel en het referentievlak is 45, en de hoogte is 3 keer de dikte van de plaat
2. Redundante materialen: Redundante materialen hebben vaak meerdere gesloten buigranden, die vaak worden veroorzaakt door procesfouten of tekenfouten
3. Buigbeperkingen: De meeste buigende machines hebben bepaalde beperkingen op buigen
Unilaterale hoogte: De grootte van de buigmachine en de hoogte van de snijrand kunnen worden bepaald door een meerzijdige grote hoek buigmethode te gebruiken
Bilaterale hoogte: niet groter dan de maximale hoogte van één zijde. Naast alle beperkingen op de hoogte van één zijde, wordt deze ook beperkt door de onderrand: buighoogte
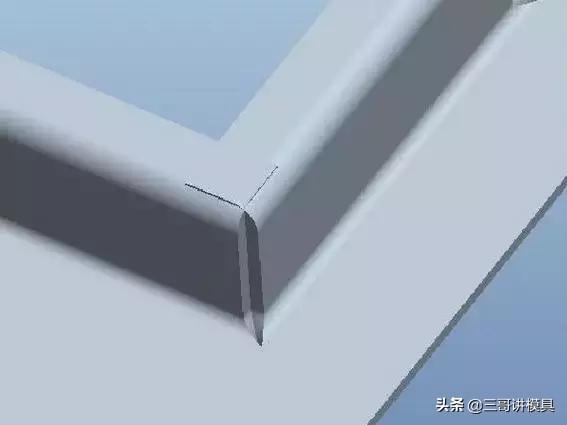
4.Aangezien plaatmetaaldelen worden gevormd door een dun metaalblad te buigen, wordt het contact tussen de gebogen randen niet verzegeld en is er geen stijve verbinding. Indien niet behandeld, zal het de sterkte beïnvloeden. De gebruikelijke behandelingsmethode is lassen. De technische vereisten op de tekening omvatten: lashoek, lashoek, en afronding

5. Oppervlaktebehandeling
Vanwege de dunne dikte van plaatdelen, zijn ze niet geschikt voor thermisch verzinken. Gemeenschappelijke oppervlaktebehandelingsmethoden omvatten fosfaten en elektrostatisch spuiten, en de kleur varieert met het project. Dit proces is geschikt voor zwarte delen met onbehandeld oppervlak.
Oké, dat is alles voor de plaatdelen en wat van hun verwerkingstechnieken. Als je vragen hebt, zeg ze dan in het commentaar gedeelte hieronder.