English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

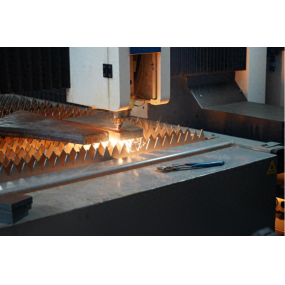
In het buigproces van de fabriek voor stempelonderdelen, wanneer de staalplaat de onderste matrijs binnengaat, omdat de matrijs links en rechts wrijving heeft op de staalplaat, waardoor de snelheid van de staalplaat die de matrijs op verschillende posities binnenkomt, anders zal zijn. Nadat het stempelen is voltooid, zal de buigpositie van het product afwijken wanneer het wordt verwijderd. Dit leidt tot grote fouten in de grootte van het hele product en kan zelfs leiden tot veroudering.
Waardoor wijken de stempel- en buigdelen af?
1. Wanneer een asymmetrisch stempelend deel wordt gebogen, is het gebied tussen de twee einden van de staalplaat en de vorm niet hetzelfde, wat in een ongelijke wrijving tussen de twee einden van de staalplaat resulteert. Na het stempelen, zal de staalplaat naar de bredere kant afwijken.
2. Het aantal bochten aan beide uiteinden van de stampende en buigende delen is verschillend. De kant met het grootste aantal bochten heeft een grote wrijvingsweerstand en de stalen plaat wijkt af in de richting met het grootste aantal bochten.
3. Bij het buigen van V-vormige stempeldelen, als de matrijs niet centraal symmetrisch is, is de rand van de matrijs met een klein gezichtspunt dichter bij de bovenkant van de punch en is de positieve druk die op de rand van de matrijs werkt groter, dus de wrijvingskracht is ook groter, waardoor de stalen plaat van de zijkant afwijkt met een klein gezichtspunt van de matrijs.
4. De filetradii van de twee uiteinden van de matrijs zijn niet gelijk, de wrijvingskracht met een kleine filetradius is groot en de wrijvingskracht met een grote filetradius is klein, waardoor de stalen plaat afwijkt in de richting van een kleine filetradius.
5. Wanneer de ontruimings- en smeringsomstandigheden aan beide uiteinden van de mal niet consistent zijn, zal de stalen plaat afwijken in de richting van kleine ontruiming en slechte smeringsomstandigheden. 
Dus hoe kunnen fabrikanten van stempelonderdelen voorkomen dat stempel- en buigonderdelen uit de koers raken?
1. De buigmatrijs kan zoveel mogelijk een symmetrische concave matrijs kiezen. De filet radii van de twee uiteinden van de concave matrijsrand schuiven zijn gelijk, en de opening tussen de punch en de concave matrijs is uniform. Vermijd ongelijke gezichtspunten van de linker en rechter concave matrijzen bij V-vormige buiging.
2. Selecteer een buigende matrijs met elastische bovenapparatuur tegen tegendruk. Bij het buigen drukken de elastische bovenapparatuur en de punch eerst de stalen plaat stevig aan en verlagen vervolgens geleidelijk de buiging om te vormen. Bij het buigen wordt de stalen plaat samengedrukt om slip te verminderen of te elimineren.
3. Selecteer een buigmatrijs uitgerust met een positioneringspen, die het gat aan de onderkant van het buiggedeelte gebruikt om in de positioneringspen op de teruggedrukte bovenplaat te passen, zodat de stalen plaat niet kan bewegen tijdens het buigen, waardoor slippen wordt voorkomen.
Dit artikel is van EMAR Mold Co., Ltd. Klik voor meer EMAR-gerelateerde informatie op: www.sjt-ic.com!