English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Emma Technology Co., Ltd. er en av de ledende produsentene av nøyaktige metalldeler i Kina, etablert i 2006, som hovedsakelig foregår forretninger som CNC-maskinering, metallstampingsdeler og laken-metallprosessen.
Metallstamperingen er en metallprosessemetode som er bygget på grunnlag av plastisk deformasjon av metall, det bruker mold og stamperende utstyr for å påføre trykk på laketmetallet, og forårsaker plastformasjon eller separasjon av varmemetallet, og dermed oppnå deler (stampede deler) med visse form, størrelse og performanse. Å danne teknologi spiller en viktig rolle i produksjonsprosessen av automotive kropper.
Metallstampering kan brukes til å prosesse gule koncavemetallformer, og prosessekravene for mold er relativt høye, og denne prosessen passer bare for storskalaproduksjon. Denne prosessen har høy presisjon i prosessen, og det er ingen signifikant endring i materiell tykkerhet. Når forholdet mellom dybde og diameter reduseres, er maskineringsprosessen svært lik dyp tegning, og ingen av disse maskineringsprosessene signifikant reduserer tykkerheten av materialet.
Masse produksjon av deler krever omfattende bruk av flere dannelser og kutter prosesser basert på progressive verktøy. En rekke mold er viktig i rask prosesse. Under maskinering er det nødvendig å utføre en ny operasjon på de tidligere dannede delene. Enkelte deler kan kreve 5 eller flere operasjoner, som reflekterer mengden av prosessene. Denne prosessen kan behandle metallsheer i cylindriske, koniske og hemisfære former. Den hyppige kombinasjonen av stamper og trykk i prosessen gir hele designen en stor rekke valg, slik som når man maskerer flankekanter, asymmetriske hjuler og former med perforasjoner, er de forskjellige egenskapene i denne prosessen høy.
Teknisk beskrivelse 000 @.000
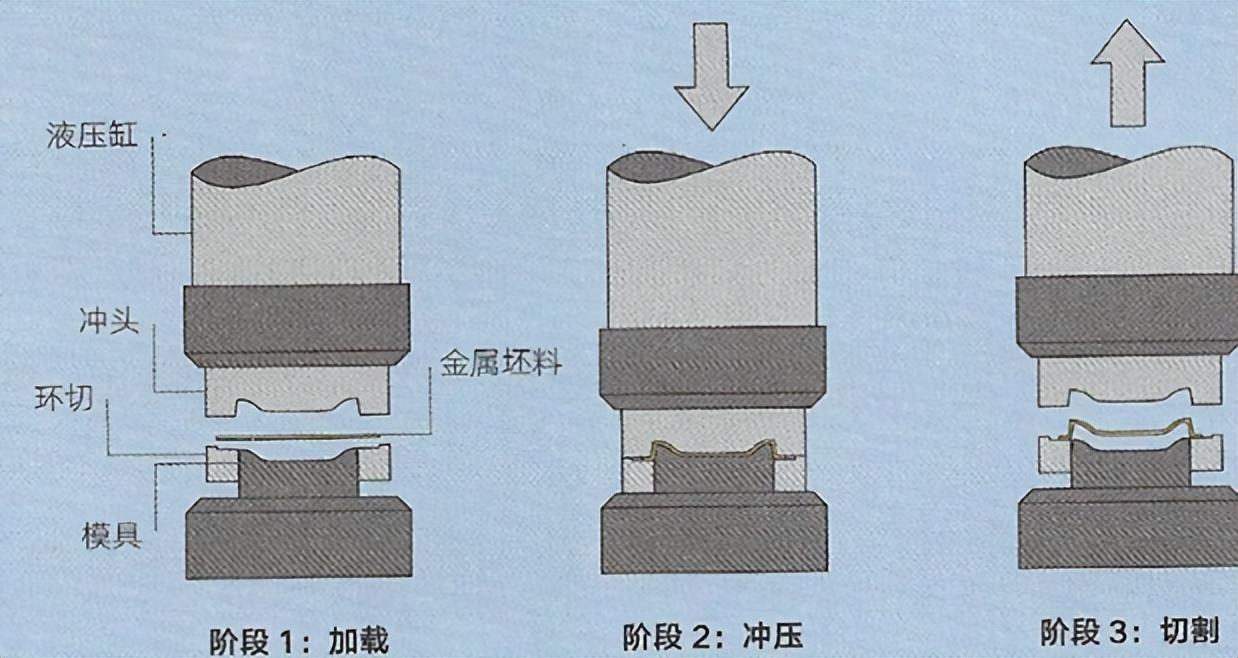
Metallstampering er en spesifikk prosess utført på en slagmaskin, som overfører kraft til punktet gjennom en hydraulisk cylinder eller mekanisk utstyr (som et kameratrykk). Generelt velges hydrauliske cylinderer fordi de har uniform trykk i hele stampsyklusen, og de som bruker mekaniske utstyr har også et sted i metallprosesseindustrien.
Punkler og mold er spesialisert og vanligvis bare utfører en enkelt operasjon med å danne eller slå. Ved operasjon lades metallbilletter vanligvis på arbeidsbenken. Klapp igjen punktet og fullføre dannelsen av delen i ett slag.
Etter at moldvarpen er ferdig, beveger stripperen seg opp og kaster ut delen, og da delen fjernes. Sometimes part forming is a continuous process, and after processing, it also needs to go through a stamping process. Dette er vanligvis kjent som den kontinuerlige moldprocessen og dannelsesprosessen.
Under disse behandlingstilstandene overføres metalldelene til neste stadion av prosessen på verkstedet. Denne prosessen kan opereres manuelt eller gjennom overføringsspor. De fleste systemene er automatisert og opprettholdt høy hastighet for prosessen. Neste skritt kan involvere trykkprosessen, stampering, kurling eller andre sekundære prosesser.
Den typiske påføringen av stamperingsprosetering er svært omfattende. De fleste av metallprosessene i den automotive industrien stamper eller utstøtning, inkludert bilkropper, dørlinjer og trim.
Denne prosessen brukes til å behandle metallkamerakropper, mobiltelefoner, TV-kasser, husholdningsvarer og MP3-spillere. Kjøkkenet og kontorutstyr, verktøy og kniver bruker også denne prosessen. Den ytre formen og den indre strukturen av delene kan behandles med denne prosessen.
Små batch-produksjon av deler ved bruk av relaterte prosesser oppnås gjennom hudmetallprosessen, metallspinning eller bendingsformering. Disse prosessene kan produsere form som ligner metallstamper, men krever relativt høyt arbeidskraft.
Selv om stampering og dyp tegningsprosesser er lik, er det fortsatt signifikante forskjeller. Når dypet i delen er større enn 1/2 i diameteren, må delen forlenges for å redusere veggens tykkerhet. Dette krever gradvis og sakte operasjon for å unngå overdreven strekning og rive av materialet.
Superplastisk dannelse kan bruke enkle operasjoner for å produsere større og dypere deler. Denne prosessen er imidlertid begrenset til aluminium, magnesium og titandium, da det krever materialet å ha superplastika.
Metallprofilene dannet ved å behandle kvalitet kombinerer duktivitet og styrke av metallmaterialene i delene, øker stivhet og lyshet.
Dersom overflateeffekten ikke er spesielt streng, må delene bare behandles litt med burre etter forverring. Sandblasting er brukt til å redusere overflatestighet. Deler kan også behandles videre gjennom pulver spraying, maleri eller elektropplating.
Dette er metoder for raskt og nøyaktig å produsere gule koncaveformer ved bruk av lakettmetall. Sirkler, kvadrat og polygoner kan bruke denne prosessen.
De tynne delene kan øke styrken av delene ved å legge ribbein, og dette kan redusere vekt og prosessekostnader. Velg en passende mold kan prosesse profiler med kompliserte kurver og komplekse overflate. En lignende prosess for å fullføre denne jobben er laket metall-prosessen, men krever dyktige arbeidere. Softmold kan påføres for lakettmetallprosessering og metallstampering. One side of this mold is made of rigid rubber, which can apply sufficient pressure to form a metal billet on the punch.
Designvurderinger: Stampering utføres på en vertikal akse. Koncavevinkelen dannes derfor i den andre stammen. Sekundær stampering inkluderer trykksdeformasjon, kutt forlengelse og kurling.
Den første stampingsoperasjonen kan bare redusere diameteren av det defektive materialet med 30 %. Fortsatt operasjon kan redusere diameteren med 20 %. This means that the processing of some parts requires a certain number of continuous stamping.
Ved dyp tegning av teknologi er prosessen ofte begrenset av maskinens inngrepet, størrelse på maskinens seng bestemmer størrelsen på regningen, og slaget bestemmer forlengelsen. Behandlingssyklusen bestemmes av slaget og kompleksiteten i delene.
The thickness of stamped stainless steel ranges from 0.4 to 2mm, and it is possible to process up to 6mm thick plates, but it will be affected by the shape and shape.
Mange metalllakker, som karbonstål, urettferdig stål, aluminium, magnesium, bowl, kobber, braser og sink, kan behandles med denne prosessen.
Behandlingskostnaden er relativt høyt på grunn av behov for høystyrke metallmolder under prosessen. Seminarige gummipropper har lavere kostnader, men fortsatt krever metallverktøy på én side og er bare egnet for små batch produksjon.
Den behandlingssyklusen er veldig kort, og 1 til 100 deler kan behandles innen 1 minutter. Det kreves en viss mengde tid å erstatte og sette mold.
Arbeidskostnaden er relativt lavt på grunn av høy grad av automatisering. Å polisere og polisere vil øke laboratoriekostnadene signifikant.
Alle avfallsmaterier kan revirkuleres på grunn av miljøvirkning. Varige ting kan produseres ved bruk av metallstampeteknologi.