

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

High end CNC maskin tools
Disse seks ordene inneholder tre lag med konsepter. La oss se nærmere på hvert lag.

En Handtmann PBZ HD fem akse CNC millionmaskin
For det første, hva er et maskinverktøy?
På en smal sans refererer maskinverktøy vanligvis til "kutte maskinverktøy" (i en smal sans, det er fordi det også finnes additiv produksjonsmaskineverktøy som 3D-trykking eller andre spesielle maskinverktøy), som bruker kuttingmetoder for å prosesse arbeidsplitter i maskindeler. Maskinverktøy er maskiner som produserer maskiner, så de også kalles "arbeidsmaskin", på japansk kalles de "arbeidsmaskin" ([UNK][UNK][UNK][UNK][UNK][UNK]) og på engelsk kalles de "maskiner".
Den første sanne maskinen var faktisk en kjedelig maskin, oppfunnet av britisk industrialist John Wilkinson i 1775. The original motivation for inventing this boring machine was to solve the practical problem of manufacturing high-precision cannon barrels in the military at that time.
Kjedelige maskinering er en kutter prosess som bruker å kutte verktøy for å forstørre den indre diameteren av hull eller andre sirkulære kontakter på roterende arbeidsplasser. Det tilsvarer å snu, som er en kutterprosess som bruker et verktøy for å redusere ytre diameter av et roterende verktøy eller forme endefjeset. [2]
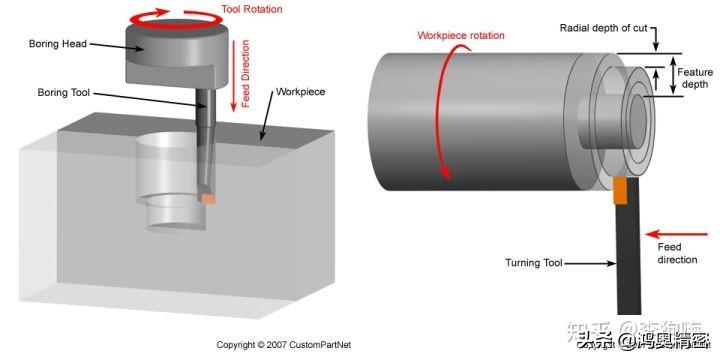
Kjedelige (venstre) og vri (høyre)
47 år gamle Wilkinson, etter kontinuerlige innsats i s in fars fabrikk, skapte endelig en ny maskin som kan produsere kanontønner med sjelden presisjon. Jobbeprinsippet er å rotere det kjedelige verktøyet gjennom et vannhjul og dytte det i forhold til det cylindriske arbeidsplasset, og den rette skiften av det kjedelige verktøyet passerer gjennom cylinderen og støttes ved begge ender, på grunn av det relative bevegelsen mellom verktøyet og verktøyet, kjeder materialet i et høypresisielt cylindrisk hull.
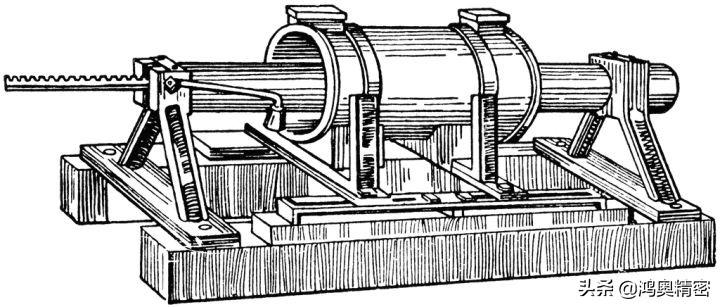
Skematisk diagram av den første kjedelige maskinen
Og den kjedelige maskinen ble brukt senere til å maskinere steinmotorsyklinderer. Etter at James Watt oppfant dammemaskinen, fant han det vanskelig å produsere motorsyklinderne ved å lage forgjengelige metoder, og på grunn av den lave produksjonen nøyaktighet og alvorlig luftlekkasje av cylinderne, var produksjonen og effektforbedringen av dammotoren begrenset. Etter å ha tatt denne kjedelige maskinen kan høypresisjonelle cylinderer på over 50 cm produseres, meget forbedret prosessekvaliteten og produksjonseffekten av bimotorsyklinderne, og derfor oppnås stor suksess.
Etterpå, for å møte behov for forskjellige prosesseteknikker, visse typer maskiner som lathes, millioner maskiner, fly, grindere, boringsmaskiner, etc. kom ut etter hverandre. [4]
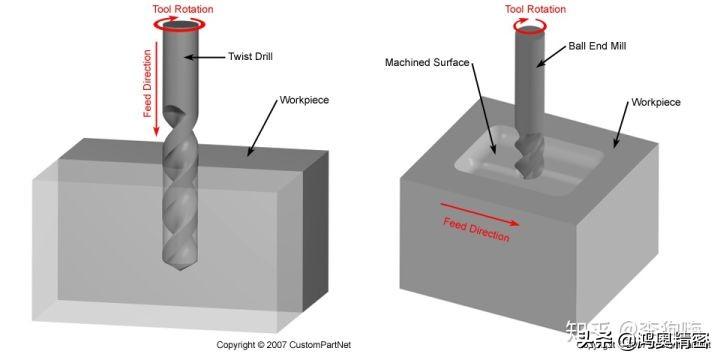
Kjøring (venstre) og millioner (høyre)
Hva er et CNC-maskin-verktøy da?
Den første elektroniske datamaskinen ble født 14. februar 1946 på universitetet Pennsylvania i USA. Den første motivasjonen for utviklingen var å produsere en elektronisk datamaskin ved hjelp av elektroniske tuber i stedet for tilbakefall, som foreskrevet av USAs militære, i sammenheng med andre verdenskrig, for å beregne spor av skall.
Seks år senere, i 1952, samarbeidet Parsons med Massachusetts Institute of Technology (MIT) for å utvikle det første numeriske kontrollverktøyet (NC) ved å kombinere et numerisk kontrollsystem basert på elektroniske datamaskiner med en millioner maskin fra Cincinnati. Fra da gjennomførte tradisjonelle maskiner en kvalitativ endring, merket starten av CNC-era for maskingeverktøy. [5]
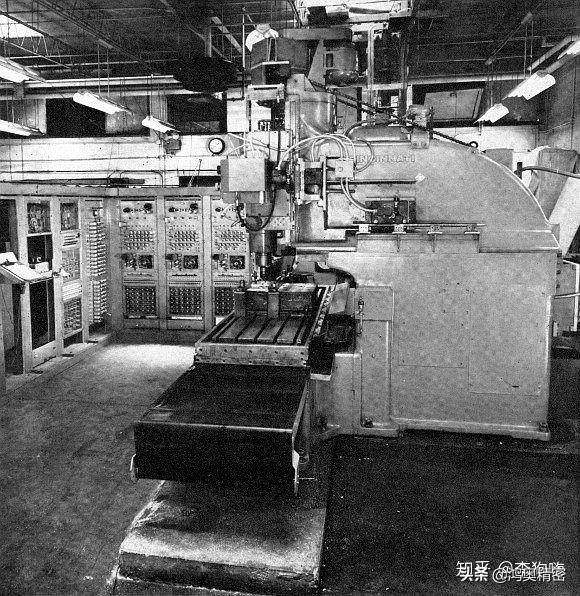
Den første CNC-maskinens verktøy (millioner maskin)
Seks år senere, i 1958 samarbeidet MIT med flere selskaper under sponsoren av USAs militære militære for å utvikle APT (automatiske programmeringverktøy), et høynivå av dataprogramming språk som brukes til å lage arbeidsanvisning for CNC maskiner. Den mest vanlige metoden nå er å bruke RS-274 format instruksjoner, som vanligvis kalles "G-kode". [7]
Med den kontinuerlige utviklingen av datateknologi har mikrocessor blitt påført til digitalkontroll, svært forbedret funksjonen. Computer Numerical Control), Maskinverktøyet som gjelder dette systemet er også kjent som CNC-maskin-verktøy, som er et datakontrollert numerisk kontrollmaskin, eller som bare kalles "CNC-maskin-verktøy".
Numerisk kontrollteknologi i CNC-maskin er en teknisk metode som bruker digitale signaler for å kontrollere bevegelsen og maskineringsprosessen. Et CNC-maskin-verktøy er et maskin som bruker CNC-teknologi eller er utstyrt med et CNC-system. Den femte tekniske komiteen av den internasjonale Federation of Information Processing (IFIP) definerer et CNC-maskin-verktøy som maskin utstyrt med et program-kontrollsystem. Dette kontrollsystemet kan logisk prosessere programmer med kontrollkoder eller andre symbolske instruksjoner, dekodere dem, representere dem med kode tall og sette dem inn i CNC-systemet via informasjonsvogner. Etter beregning og behandling utskilles forskjellige kontrollsignaler av CNC-enheten for å kontrollere virkningen av maskinen, og delene behandles automatisk i henhold til krav.
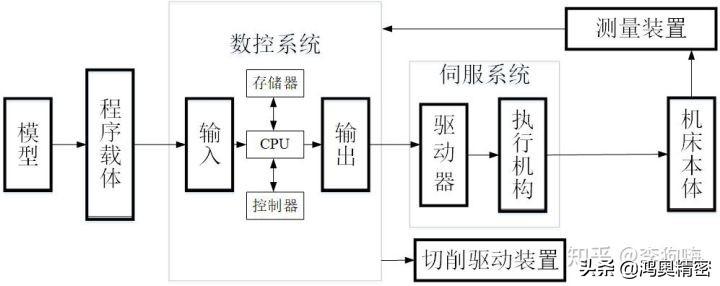
Maskineringsprosessen av CNC maskineverktøy
CNC-maskinarbehandlingen deler bevegelsekoordinatene til verktøyet og verktøyet inn i noen minimum e enheter, namely minimum displacement. CNC-systemet beveger koordinatene med flere minimum displakasjoner i henhold til delens krav (dvs. kontrollerer verktøyebevegelsespor), og oppnås derfor relativ bevegelse mellom verktøyet og verktøyet og fullfører maskinering av delen.
Den relative bevegelsen av verktøyet langs hver koordiokse måles i enheter av puls tilsvarende (mm/puls). Når kutterstien er en rett linje eller arc, utfører CNC-enheten ”data point densifisering” mellom starten og avsluttet koordiverdier av linjen eller arc, beregner en serie av intermediate point koordinatverdier, og deretter utskiller pulser i henhold til hvert koordinate i henhold til de intermediate point koordinate verdiene for å sikre ønsket direkte linje eller arc kontakt.
Dedenseringen av data-punktene utført av CNC-enheter kalles interpolering, og CNC-enhetene har generelt interpolering av grunnleggende funksjoner (som lineær og sirkulerende funksjoner). Å maskere alle kurve L-deler på et CNC-maskin-verktøy er omtrent av de grunnleggende matematiske funksjonene CNC-apparatet kan håndtere, som linjer, arkk, etc. Naturligvis må den nærmeste feil oppfylle kravene om deletegning.
Sammenlignet med tradisjonelle maskingeverktøy har CNC maskiner følgende fordeler:
Høy prosessenøyaktighet og stabil kvalitet. For hver pulseutskillelse av CNC-systemet kalles utskillelsen av bevegelsesdelene i maskinens verktøy pulsen tilsvarende. pulsen tilsvarer CNC maskineverktøy er generelt 0,001mm, og CNC-maskingeverktøyer kan nå 0,0001mm, med mye høyere bevegelsesrelasjon enn vanlige maskingeverktøy. I tillegg har CNC-maskingeverktøy posisjoner som kan gi reaksjoner til CNC-systemet om flyttedeler eller vinkelen til skruen og servotoren og kompensere for det. Høyere maskinering kan derfor oppnås nøyaktighet enn maskinverktøyet selv. Mengden av deler behandlet av CNC maskineverktøy er garantert av maskinverktøyet og ikke påvirkes av operasjonsfeil, så størrelsen av samme gjeng er bra og kvaliteten er stabil. Kunne til å behandle komplekse deler som er vanskelige eller umulige å behandle med vanlige maskingeverktøy. For eksempel kan CNC-maskinens verktøy som bruker to aksisforbindelser eller mer enn to aksjonsbindelser behandles med å rotere kroppsvertede deler, kammerdeler og forskjellige komplekse skårete deler med kurert generatriks. Høy produksjonseffekt. Spindlingshastigheten og næringsområdet av CNC-maskineverktøyene er større enn de vanlige maskingeverktøyene, og den gode strukturelle rigiditeten tillater CNC-maskineverktøyene å bruke store kuttsmengder, og som kan spare tidspunktet. For å behandle enkelte komplekse deler, hvis et CNC-maskiner med et automatisk verktøyendring brukes, kan det oppnå kontinuerlig prosess av flere prosesser under én klampering, redusere omvendt tid for halvferdige produkter og forbedre produktiviteten signifikantere. Sterk tilpasselighet til produktet gjenopprettes. Etter den modifiserte designen av de maskerte delene er det bare nødvendig å endre maskineringsprogrammet av delene og justere verktøyeparametrene på CNC-maskinen for å oppnå maskinering av de modifiserte delene, redusere produksjonssyklusen svært redusert. CNC-maskinverktøy kan derfor raskt overskride fra å behandle en del til å behandle en annen modifisert del, noe som gir stor anledning for prosessen av enkle og små batch nye studieprodukter og hyppig oppdatering av produktsstrukturen. Beneficial for the development of manufacturing technology towards comprehensive automation. CNC-maskineverktøy er det grunnleggende utstyr for mekaniske prosessehandlinger. Integrert automatiseringssystemer som FMC (Flytable Machine Center), FMS (Flytable Manufacturing System), CIMS (Computer Integrated Manufacturing System), etc. bygget på CNC-maskiner, enable integrering, intelligens og automatiering av mekanisk produksjon. Dette er fordi kontrollsystemet til CNC-maskineverktøy adopterer digitale informasjon og standardisert kode-inntak, og har kommunikasjonsinterferanser, og gjør det lett for å oppnå data kommunikasjon mellom CNC-maskiner. Sterk monitoreringsfunksjon og evnen til å diagnose feil. CNC-systemet kontrollerer ikke bare bevegelsen av maskinverktøyet, men gir også overvåking av maskinverktøyet. For eksempel kan tidlig advarsel og feil-diagnose utføres for noen faktorer som for årsaker feil, forbedre effekten av vedlikeholdet. Reduser arbeidernes intensitet og forbedre arbeidsbetingelser. Endelig, hva er et CNC-maskin-verktøy?
Beskrivelsen av "høy-end" eller "høy-end" CNC-maskin-verktøy: CNC-maskinger med funksjoner som høy hastighet, presisjon, intelligens, sammensatt, multiaksjonsbindelse, nettverksommunikasjon etc. Utviklingen symboliserer at landets nåværende maskin-verktøy produserer industrien eier et avansert scene i utviklingen av verdens maskin-verktøyindustri. [10]

DMG Fem Axis Machining Center
CNC-maskinverktøy kan deles i tre nivåer basert på funksjonelle nivåer: lavt, medium og høyt. Denne klassifiseringsmetoden brukes i Kina. Grensene mellom lav, medium og høy ender er relative, og klassifiseringsstandardene varierer i ulike perioder. Basert på nåværende utviklingsnivå kan den generelt skilles fra følgende sider (selvsagt ikke denne klassifiseringen kan inkludere alle indikasorer):
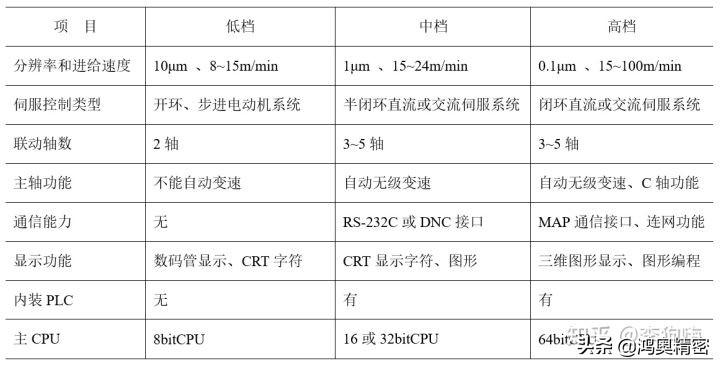
Sammenligning av High, Medium og Low End CNC Machine Tools
Ved utvikling av avansert produksjonsteknologi er moderne CNC-maskiner nødvendig for å utvikle seg mot høy hastighet, høy presisjon, høy pålitelighet, intelligens og mer komplette funksjoner.










