

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Oppsummering av mekaniske prosedyrer og prisestimering
1. Mekaniske prosedyrer:
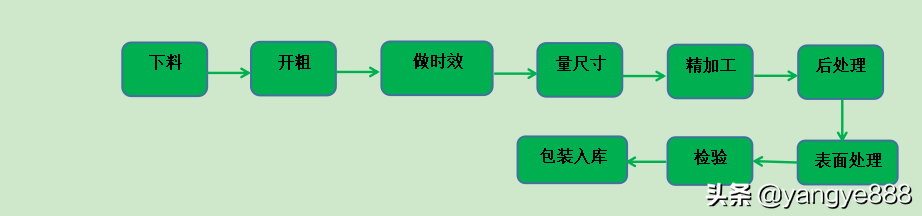
1) Kutt: Bruk en sawing maskin for å kutte tilsvarende materiale i omtrent størrelse av delene som må behandles. (Vanligvis forlater en margin på 5-8 mm lengde og bredt)
2) Vanskelig kutt: Bruk lathester, millioner maskiner, utstyr og andre utstyr for å behandle den omtrent formen av delene som er nødvendig ved tegningen, fjerne de fleste av de tomme tillatelsene.
3) Timelighet: Timelighet deles i naturlige tidslinjer og kunstige tidslinjer. Naturlig alder refererer til å la arbeidsplassen stå i 24 timer eller lengre, mens kunstig alder refererer til varmebehandlingen av arbeidsplassen i en høytemperaturkasse eller boks-ovn. The purpose of time efficiency is to eliminate stress and reduce deformation of the workpiece during precision milling process.
4) Velgingsdimensjoner: Etter at alderen er ferdig, vil arbeidsplassen gjennomgå en viss grad av deformasjon og må måles for å bestemme resten av mengden.
5) Presisjon: Følg nøyaktige dimensjoner som er nødvendig ved tegningen for å utføre nøyaktige maskiner for å møte arbeidsdimesjonene som kreves ved tegningen. For arbeidsplitter med høy nøyaktige krav, vil semispresisjonsprosessene settes opp som nødvendig før presisjon maskinerer.
6) Postprosessen: Denne prosessen vil sette inn i den tidligere prosessen i henhold til forskjellige deler.
1. Fetter: inkludert kjøleskap, sawing, filling, rettering, drilling, trørling, avvæpning, chambering og knulling av arbeidsplitter.
2. Grinding maskin: Når høy presisjon er nødvendig for den ytre sirkelen, indre hull, endelig ansikt, etc. av arbeidsplassen, må man etterlate en marsj etter nøyaktig maskinering og bruke en grinding maskin for å gripe.
3. Kjedelige maskin: Bruk en kjedelig maskin til maskiner med høye krav på størrelse, form og positiv nøyaktighet.
4. Flaw detection: Surface flaw detection is required for standard screw parts and welded parts to ensure the strength of the workpiece.
7) Behandling av overflaten: Etter behandlingen av verkstedet er fullført, må overflatebehandlinger som vanlig oksidasjon, lungeanodifisering, harde oksidasjon, passivasjon, sandeksplosjon, maleri etc. påføres til verkstedet for å oppnå effekten av estetisk og oksidasjonsforebygging.
8) Inspeksjon: Det er nødvendig å inspisere overflatebehandlede arbeidsplass, inkludert ulike dimensjoner, farger og andre nøkkelinformasjon, for å sikre følge med tegningene.
Pakning og oppbevaring: Pakning av de kvalifiserte verktøyene og oppbevaring av dem sammen med sertifikater av conformitet, inspeksjonsrapporter og andre dokumenter.
2. Komponering av situasjon for maskerte arbeidsplitter
1) Materials: Calculate material costs based on the density and price of materials required for different workpieces. (v=m/v)
2) Arbeidstimer: hovedsakelig inkludert manuell operasjonstimer og utstyringstid, er prisen beregnet basert på personell timelønn og utstyr-timebønn økt ved programmet. (Programming)
3) Angrep prisen basert på forskjellige behandlingsprosesser som er nødvendig ved tegning av verktøyet.
4) Profit: På grunnlag av firmaets operasjon og skala beregn profittkvoteringen proporsjonalt på den tidligere nevnte prisbasen.
5) Skatte: beregn skatt basert på den uovervinnende format og skattepoeng som er nødvendig av landet.
6) Transportasjon: Korresponderende feer vil bli siktet basert på ulike transportmetoder. (Eksempler omfatter luftfart, logistikk, uttrykk levering, etc.)
3. Process arbeidstid
Tiden som er nødvendig for å fullføre en prosess, prosessetid=tilberedningstimer+grunnleggende tid
Tilberedningstid refererer til tidspunktet brukt av arbeidere for å faminere seg med prosessedokumenter, samle tomme tomme, installere reparasjoner, justere maskinverktøy, justere null posisjoner og avbrytelse.
Tiden er på tide å gjøre et prosesseprogram.
4. Quotasjonskostningsestimeringsmetoden (denne metoden gjelder for massproduserte produkter for referanse)
Processingkostnader=(materiell kostnader+prosessing fee) * 1,2 ~1,5 (inkludert management fee, prøve og små batch faktorer * 3 ~5)
Material kostnader=vekt (tetthet* volum) * enhetpris (yuan/kg)
Processing fee=prosessetimer* enhetepris (yuan/time)
5. Vanlige aluminium og stål-priser:
7075T6: Rod and Plate
Små fabrikk: omkring 38 yuan/kg
Enterprise military standard: 96-100 yuan/kg
1. Dongqing Aluminiumindustri:
Nasjonal standard: 45-48 yuan/kg
National militærstandard: 78-80 yuan/kg
Sørvest-aluminiumindustrien:
National standard: 52-60 yuan/kg
National military standard: 100+yuan/kg
2A12T4: Rod, Plate
1. Dongqing Aluminiumindustri:
Nasjonal standard: 40-45 yuan/kg
National militærstandard: 70-75 yuan/kg
Sørvest-aluminiumindustrien:
National standard: 52-60 yuan/kg
National military standard: 100+yuan/kg
7075 tuber: omkring 75-80 yuan/kg; (Customisering er nødvendig, minimum bestilling på 300 kg)
2A12 rør er 10-20 yuan/kg mer dyr enn barer og plater
6061 roder og tallerkener: omtrent 30 yuan/kg
6063 roder og tallerkener: rundt 24-28 yuan/kg
7075 T7351/T7451: Rundt 80 yuan/kg
7050: Rundt 85 yuan/kg
Stjelmateriale:
Gjennomsnittlig pris er omtrent 7,5 yuan/kg.
304 staver og planker: omtrent 30 yuan/kg. Omtrent 20 yuan/kg de siste årene
05kr17ni4: nasjonal standard: omkring 55 yuan/kg; National militærstandard: omtrent 120 yuan/kg
30 CrMnsiA: National Standard: rundt 35 yuan/kg; National militærstandard: omtrent 80 yuan/kg
1 kr18ni9:26 yuan/kg eller så
Pom (svart, ikke flammebeholder): omtrent 15/kg
Brass: omtrent 60/kg
6. Quotering for vanlig brukt prosesseutstyr:
1) Vanlig lat: 35-45 yun/time
2) CNC lathe: omtrent 80 yuan/time
3) 3-aksismaskiner: omtrent 60-120 yuan/time;
4) 4-aksis maskininsenter: omtrent 150 yuan/time; Batch price of 120 yuan/hour
5) 5-aksismaskiner: 300-500 yuan/time
6) Grinding maskin: 60 yuan/time
7) Millingsmaskin: 60 yuan/time
8) Sparkmaskin: 80 ~150 yuan/time
9) Sakte gå silke: 60-150 yuan/time
10) Fetter: 80/time
7. Vanlige behandlingspriser:
1) Ben, hvit oksidasjon: omtrent 3 yuan/decimeter 2
2) Svart oksidasjon: omkring 4 yuan/decimeter 2
3) Hard sulfursyre anodifisering: omtrent 5 yuan/decimeter 2
4) Passivasjon: omkring 5 yuan/decimeter 2
5) Pulsen anodifiserer: omtrent 7,5 yuan/decimeter 2; Av bit: Små ting 5-10 yuan/bit
6) Sandblasting: omtrent 1 yuan/decimeter 2
7) Spraymaleri: vanlige spraymaleri (uten polishing eller skrapingsputt): omtrent 1 yuan/decimeter 2
Normal prosessemaleri: 3-3,5 yuan/decimeter 2
8) Nickel-platre (kjemisk): 1,2 yuan/decimeter 2
9) Galvanisert (hvit): 2-3 yuan/kg (arbeidsvekt)

8. 3D trykksmodell
Usually charged based on the weight of the materials used (yuan/g) (additional charges may apply if other treatments are required)
referansepartementet for vanlige brukte materialer er som følger:
Velkommen:
1) Velkommen av staven: hovedsakelig brukt til å velge mellom jern og jern, oksidskalaen på overflaten av skyggestaven kan brukes til å isolere luft og beskytte brønnen.
2) Dobbelt beskyttelsesverdi: ved bruk av karbondioksid som en beskyttende gass for å beskytte sverdet, med et tykt lag.
3) Argon arc-velding: Den mest brukte velgemetoden som bruker argongass som en beskyttende gass for å beskytte sverdstrålen. Det kan brukes til å velge stål, aluminium og titandiumsmugler.
4) Laservelding: Laser høytemperatur oppløsningsvæske med svak firma, hovedsakelig brukt til å velge dekorative deler.
Velkommen utføres i et vakuum miljø ved bruk av Argon Arc-velding for å sikre at brønnen og arbeidsplassen er isolert fra lufta og brønnen er pålitelig. Hovedmetoden for å velge titaniumaller.










