English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque


01
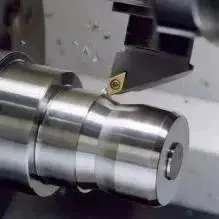
Processing utstyr
En vanlig lathe:
Senere brukes hovedsakelig for maskinering, disker, ermer og andre verktøyer med roterende overflate, og er den mest brukte maskinverktøyet i mekanisk produksjon. (Kan oppnå en nøyaktig på 0,01mm)
2. vanlig millioner maskin:
Den kan behandle flate overflater, bruver, samt ulike kurerte overflater, utstyr, etc. og kan også behandle mer kompliserte profiler. (Kan oppnå en nøyaktig på 0,05 mm)
3. Grinding machine
En grinder er et maskinverktøy som griper overflaten av et verktøy. (Can achieve an accuracy of 0.005mm, small parts can achieve 0.002mm)
4. CNC lathe
Hovedsakelig prosesser bulkeprodukter, høypresisisjonsdeler, etc. (Kan oppnå en nøyaktig på 0,01mm)
5. CNC millioner maskin
Hovedsakelig prosesser bulkeprodukter, høypresisisjonsdeler, komplekse deler, store arbeidsplitter, etc. (Kan oppnå en nøyaktig på 0,01mm)
6. Wire kutt
Elektoden brukes for langsomt ledning er kobbeltring, og mellområdet er molybdenumledning. Slow wire processing has high precision and good surface smoothness. Gjennomfør noen presisjonelle hull, nøyaktige groover, etc. (Sakte ledning kan oppnå en nøyaktighet på 0,003 mm, medium ledning kan oppnå en nøyaktig på 0,02mm)
7. Sparkmaskin
Electric discharge machining can process materials and complex shaped workpieces that are difficult to cut using ordinary cutting methods, without being affected by material hardness or heat treatment conditions. (Kan oppnå en nøyaktig på 0,005 mm)
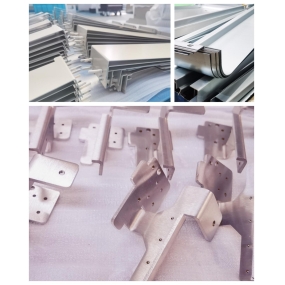
02
Process knowledge
1) Holder med nøyaktighet under 0,05mm kan ikke milles og krever CNC-maskiner; Hvis det er et hull, kan det også være ledningskutt.
2) Nøyaktig hull (gjennom hull) etter kvelning krever leddbehandling; Blindehull krever tøft maskinering før kvekning og nøyaktighet maskinering etter kvelning. Ikke nøyaktige hull kan gjøres på plass før kvelning (etterlater en slankelindring på 0,2mm på den ene siden).
3) Groover med en bredde på mindre enn 2 mm krever leddbehandling, og groover med en dybde på 3-4mm krever også leddbehandling.
4) Minimum tilgang for harde maskinering av gjennomsnittlige deler er 0,4mm, og tillatelsen til harde maskinering av ikke-kvelerte deler er 0,2mm.
5) Den tykkeligheten av frakken er generelt 0,005-0,008 mm, og den bør behandles i henhold til de forhåndsplattdimensjonene.
03
Process working hours
Process time=prepareringstid+basic time
Tilberedningstid refererer til tidspunktet brukt av arbeidere for å faminere seg med prosessedokumenter, samle tommelser, installere reparasjoner, justere maskinverktøy, avbrytelse, etc. Beregningsmetoden: Estimat basert på erfaring.
Tiden er på tide å kutte av metallet.
04
Quotasjonskostnader beregningsmetoden
Processingkostnader=(materielle kostnader+prosessekostnader) * 1,2
Effekten av 1,2 inkluderer kontrollfeer
Eksponeringskostnader=(prosedyrende materiell kostnader+prosessing kostnader+samling og debuggerkostnader+designkostnader) * 1,2
Effekten av 1,2 inkluderer kontrollfeer
Material kostnader=vekt (tetthet* volum) * enhetpris (yuan/kg)
Processing fee=prosessetimer* enhetepris (yuan/time)
Japansk produksjonskostnader (yuan)=kjøppris (yen)/byttehastighet
kostnaden av hjemmeproduksjon skal baseres på leverandørens situasjon.
Design fee=arbeidstid *enhetepris (yuan/time)
Quotasjonsinformasjon:
1) Lathe: 60 yuan/hour
2) Millingsmaskin: 60 yuan/time
3) Grinding maskin: 60 yun/time
4) Fetter: 80 yuan/time
5) Maskingsenter: 60-120 yuan/time
6) CNC lathe: 60-120 yun/time
7) Sparkmaskin: 80-150 yuan/time
8) Sakte ledning kutt: 60-150 yuan/time; Start ved 80 yuan for små ting, 0,06-0,08 yuan/mm2 for store ting ved område
9) Fin hull: Karbonstål, tungstel, 1 yuan/mm for materialer med diameter på 0,3 eller mer, 2-3 yuan/mm for materialer med et diameter på 0,3 eller mindre; 0,3 og over, 1,8-2 yuan/mm
10) Registreringspris: kostnaden* 0,2