

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

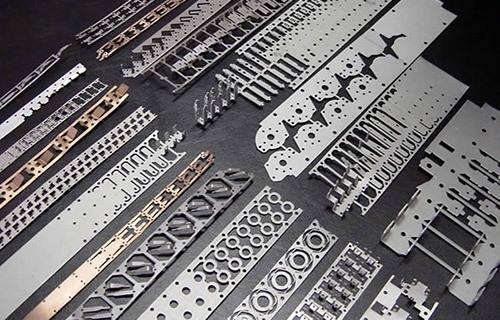
Stampingsteknologi er en prosessemetode som påfører eksterne kraft til blandet gjennom en muldvarp for å produsere plastformasjon eller separasjon, og dermed oppnå en viss størrelse, form og opptreden av arbeidsplassen. Applikasjonsområdet for stampeteknologi er svært bredt, som kan behandle metalllakker, barer og ulike ikke-metalliske materialer. Under vil Yida Borun Petrokjemisk introdusere de tekniske kravene for metallstampprosessen:
1. Hva er karakteristikken for stamperingsprosessen?
(1) Den kalde stampmetoden kan brukes til å oppnå arbeidsplitter med komplekse former som er vanskelige å behandle med andre prosessemetoder, som tynne skalledeler. Den dimensjonelle nøyaktigheten av kalde stampingsdeler er garantert av moldvarpen, så den dimensjonale stabiliteten og interchangabiliteten er bra.
(2) Høy materiell bruk hastighet, lettvektbruk, god rigiditet, høy styrke og lav energiinntak under oppstart. Derfor er prisen av arbeidsplassen relativt lavt.
(3) Lett å operere, lav laboratorieintensitet, lett å oppnå mekanisering og automatisering, høy produktivitet.
(4) Modmstrukturen som brukes i stampeprosessen er generelt kompleks, med lang produksjonssyklus og høy kostnader.
2. Basiske krav for stampematerialer
Materialene som brukes til å stampere skal ikke bare oppfylle de tekniske kravene for produktdesign, men også oppfylle kravene for stampprosessen og etter stampprosessen.
(1) Det er nødvendig for å starte dannelse: For å forhindre stampdannelse og forbedre kvaliteten av delene, bør materialet ha god plastikum, lav produksjonshastighet, stor blodplatetykkerhet direktiv effekt, direkte koefficient av små plater og et lite forhold av produksjonsstyrke til elastisk modulus. For separasjonsprosessen er det ikke nødvendig for materialet å ha god plast.
(2) Trenger for materiell tykkerhet toleranse: Tykkerhetsdelen av materialet bør følge nasjonale standarder. Fordi en viss mellomrom mellom mold passer til materialer med en viss tykkerhet, er tykkerhetsdelen for stor, som ikke bare påvirker kvaliteten av delene, men kan også føre til skade på moldvarpen og punkttrykk.
3. Velging av Precision Stamping Oil
Stampering av olje spiller en viktig rolle i stamperingsprosessen, og dets utmerket kjøleskap og ekstremt trykk mot klær har ført til et kvalitativ hopp i tjenestelivet av mold og forbedring av arbeidsplassenøyaktighet. Emphasjonen på opptreden av olje varierer avhengig av virkestoffet.
Silikonkontroll er et materiale som er relativt lett å slå og kutte, for å sikre lett å rense det ferdige arbeidsplassen, brukes lav synkositet stampolje ved å forhindre generasjonen av å slå burner.
Når man velger stampolje for karbonståltplater, er det første å følge med på synkositeten av strømmende olje. Bestem optimal synkositet basert på problemer med å behandle, metoden for å påføre strekkolje og de nedsettende tilstandene.
(3) Galvaniserte ståltplater kan gjennomgå kjemiske reaksjoner med klorin-baserte additiver, så når man velger stampolje, bør man oppmerksomhet med muligheten for hvit rust forårsaket av klorin-basert stampolje. Men ved bruk av Yidabo Run sulfurbasert stampolje kan imidlertid unngå rustforstyrrelser, men det bør reduseres så fort som mulig etter innsettingsprosessen.
Stainless stål er et materiale som produseres for å virke hardere, som krever bruk av tensilolje med høy oljefilmstyrke og god sinterresistens. Generelt er det brukt å stampere olje som inneholder sulfuroklorinkompositerte avhengigere for å sikre ekstrem trykksprosessefunksjon mens det unngår problemer som burre og brudd på arbeidsplassen.
4. Hovedinnholdet og skritt for utvikling av stampprosesseteknologi
Beslutt hvilken type tom. Typen av blank bør bestemmes basert på materialet, formet og størrelsen på delene, samt antall arbeidsplasser som skal settes.
(2) Beslutt maskinsekvensen av delene. Sekvensen av deler bør bestemmes basert på alle tekniske krav, som dimensjonal nøyaktighet, overflateroughhet og varmebehandlingen, samt typen, struktur og størrelse på det blanke.
(3) Beslutt prosessemetoden og maskinering. Bestem maskinverktøyene, arbeidsklaringsmetoder, maskineringsmetoder, målingsmetoder og maskinering brukt i hver prosess.
5. Basiske prinsipper for utvikling av deleprosesseteknologi
Principlet om å prioritere det fine basalflyet. Maskinering av deler må velge et passende overflate som posisjonbasen på maskinverktøy eller reparasjon. Den tøffe overflaten som serverer som den første prosessen som posisjonerer basen, kalles den tøffe overflaten. The surface that has been processed and used as a positioning base is called a precision base. Hovedoverflaten bør behandles først.
Principlet for separasjonskurs og fint. For overflater med høye nøyaktige krav bør nøyaktige maskinering vanligvis utføres etter alle harde maskinering av arbeidsplassen. Dette kan eliminere for årsaket av klampekraft, kutte varme og indre stress under tøft maskinering, og det er også nyttig for å arrangere varmebehandlingsprosesser; Ved masseproduksjon utføres det ofte harde og fint maskinering på forskjellige maskingeverktøy, som også medfører rasjonelle bruk av høypresisisjonsmaskineverktøy.
prinsippet av 'en gang klamper'. I enkeltbit og små batchproduksjon bør overflatene med positivt nøyaktighetskontroller maskeres i en klamp så mye som mulig.

Det ovenfor er de tekniske kravene for å stampe prosesseteknologi, rekkefølgelig valg av mold, arbeidsplasser rå materialer og stampeolje er nøkkelen til å forbedre arbeidskvalitet. Yida Borun er den største metallproduksjonsbasen i Kina, og den uavhengige utviklede stampeproduktene har ekstremt trykk og antiklær, som kan beskytte mold og forlenge utstyret.









