

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

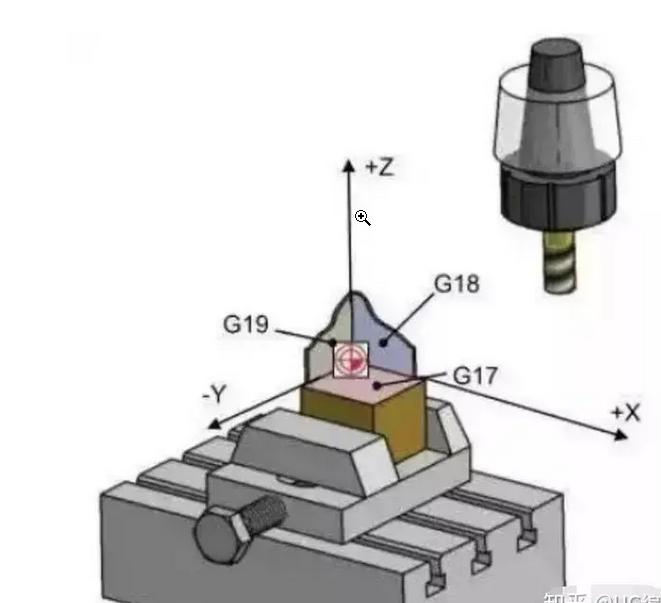
1. Innføring til programmetoder: Et CNC maskin-verktøy er en type maskin som stoler på et digitalt kontrollsystem for å automatisk kontrollere mekanisk bevegelse og prosessedeler. I CNC-maskinverktøy er programinstruksjoner innført for å enable maskinen til å utføre maskiner på verkstedet. Det finnes mange metoder for programming av CNC-maskin-verktøy, men den mest vanlige brukte er programming av tre aksis. Tre aksjekontroll refererer til kontroll over posisjonen og formen av arbeidsplassen som er behandlet ved å kontrollere de tre direkte bevegelsene av CNC-sengen. De tre øksene er henholdsvis X, Y og Z. X-aksen representerer bevegelsens retning på verkstedet, Y-aksen representerer venstre og høyre retninger, og Z-aksen representerer høyre og nedre retninger. 2. Programming skriveinstruksjoner: 1. Zeroining operasjon før programming, er nødvendig for å utføre en null operasjon, noe som betyr at koordinatøksen av CNC-maskinens maskin vender tilbake til den første tilstanden. 2. Det er vanligvis to måter å velge et koordinatsystem for CNC maskineverktøy: absolutt koordinatsystemet og relativ koordinatsystemet. Absolutt koordinatsystemet beregner maskinposisjonen basert på et fast punkt på maskinverktøyet som koordinatorien. Den relative koordinatsystemet bestemmer koordinatorien med startpunktet som referansepunktet, og beregner maskineringstillingen basert på dette. 3. Det er to interpolasjonsmetoder å velge: lineær interpolasjon og sirkulasjonsinterpolasjon, som brukes til å maskere henholdsvis rett linjer og kurver. Blant dem inkluderer arc-interpolering to retninger: klokken klokka og motlåst. 4. Skriv et program basert på maskinbehovene til arbeidsplassen. Programming should follow the machining principle of fast followed by slow, coarse followed by fine, and small followed by large. Sett skriftlig program inn i CNC-maskinens verktøy og start programmet. Legg merke til at programmet må kontrolleres og sjekkes før starten.
3. Forsiktighetsregler for programmering: 1. Programmeinnføring bør følge med korrekt synskatteformat og instruksjoner. 2. Når man kompenserer for koordinater og verktøylengde, er det nødvendig å sette dem i henhold til reglene som produserer av maskinverktøyprodusenten. 3. For mer kompleks behandling er det nødvendig å redusere flere studier for å bestemme parametre og kompensjonsverdier før det kan settes i formal produksjon. 4. Under behandlingen bør observasjonen utføres for å justere prosesseparametrene på en tidsnok måte. 5. Før programmet starter bør sikkerhetstiltak og inspisjoner tas for å sikre sikkerhet under behandlingen.
Kort er programming av CNC-maskin-verktøy en viktig teknisk aktivitet som krever visse kunnskap, og bare praksis gjør perfekt og kontinuerlig trening og oppsummering av erfaring kan skrive høyere kvalitetsprogrammer. Jeg håper det ovenfor innholdet hjelper alle.










