English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Analyse av hudmetallprosessen, sammenheng og velkomstprosesser
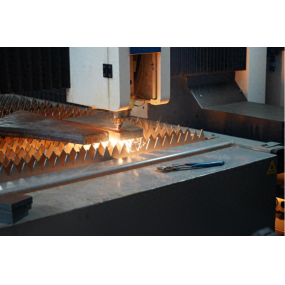
Det er svært vanlig i produksjonen av den mekaniske industrien og er en viktig komponent av mekanisk produksjon, og det har en stor varighet av påføringer i marker som automotiv og luftrom. Den bestemmer umiddelbart utseendet av maskinen og reflekterer sin modenhet. Med den raske utviklingen av den mekaniske produksjonsindustrien, har formen av hudmetalldelene blitt økt komplisert. Beregningen, bøyd, velding, spraying og andre prosesser i utviklingen av metallmaterialer bestemmer direkte om lakettmetalldeler kan ha god utseende, tilstrekkelig styrke og nødvendig nøyaktighet. Derfor er det nøyaktig å beregne dens uklarte størrelse blitt den primære oppgaven i vartemetall-designen, og vartemetallbendingen er en svært viktig prosess i vartemetallprosessen. kvaliteten av bendingsprosessen påvirker direkte størrelse og utseende av deler, spesielt kvaliteten av påfølgende sammenkomst og veldedighetsprosesser. Denne artikkelen analyserer lakettmetallet som oppstår beregning, bøyeprosessen, velding, spraying og andre prosesser fra teknologi, kombinert med produksjonsprosessen og foreslår løsninger for problemene.

Før bøyearbeidet begynner, må man nøyaktig beregne dimensjonene av hver del etter avsløringen, samt posisjonen av dets skrog eller hull på tegningen. Dette er for å løse problemet med forskjellen mellom hull-posisjonen og den totale størrelsen forårsaket av laserkutt over toleransen. Det ytre materialet vil forlenges under belønningsøyeblikket av den indre metallplaten, men lengden av det nøytrale laget vil ikke endre mellom tensjon og kompresjon. Derfor er det vanligvis å beregne den uklarte lengden av varmemetalldelene tilsvarende å beregne lengden av nøytrallaget. Den virkelige lengden av hudmetallkomponentene er mengden av deres rett lengde og nøytral laglengde. The length of the characteristic layer is closely related to the type, thickness, and mold of the material used. I virkeligheten er imidlertid det faktum at muldvarpen og strålingen av varmemetalldelene er samme, beregningen av bøyende radius er en enkel algoritme uten spesielle krav, og den faktiske størrelsen på bøyende stråle er ignorert. Ned er 90. Enkelt beregningsmetode for kurerte deler. Den enkle beregningsformelen er som følger: L=d1+d2-a
Blant dem er L den uendelige lengden, og d1 og d2 er 90. Når man bøyer seg, er de to høyre vinduerte kantene i delen den totale størrelsen, og det er den bøyende kompensasjonsverdien. Denne algoritmen er egnet for de fleste delene av vartemetallbølgende deler i sengemetallprosessen, spesielt når bendingstrålen er mellom 0,5mm og 2 mm, og laktettheten er mindre enn 2,5mm, beregningen er svært passende.
I virkelige produksjoner og liv er imidlertid i de fleste tilfeller det imidlertid ukjent bending-kompensasjonsverdi av varmemetalldeler. Det er nødvendig å bruke&ldquo. Test bøyer; Måten for å få sin bending-kompensasjonsverdi. Den spesifikke operasjonen er som følger: Først bruker du et maskinverktøy for å kutte to kvadratmaterialer på lik størrelse fra forsyneren som skal testes, så mål nøyaktig dimensjonene i begge retninger og bøye dem i parallelle og perpendisære retninger. I dette punktet er bending kompensasjonsverdien tilsvarende lengden av to høyre vinkler og lengden av originalt kvadratmateriale, som kan oppnå kompensasjonsverdiene av det rå materialet i alle retninger.