English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque


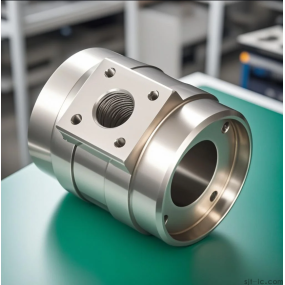
ovenfor er et strukturell diagram av krydderkomponentene i en vertikal CNC-maskininsenter. Det består av en automatisk klampering og frigjøringsmekanisme for utstyret og skjærende verktøy, samt for an og bakre skjegg. Foran enden av ryggraden adopterer et 7.24 taperhull som er lett å installere og fjerne verktøyet og har en kritisk friksjonskork.
Når det er nødvendig å stramme verktøyet, er det ingen oljetrykk i det øvre oljekammeret av piston 1, og våren av den stakket våren 3 beveger seg piston 1 opp til posisjonen vist i diagrammet. Trekk rod 2 beveger seg oppover til posisjonen som er vist i diagrammet under trykket av våren 3, og stål 4 er tvunget til å trekke tilbake og klampe i ringegroven av trekk pin 5. Trekk pin 5 stramt opp gjennom stålstangen, slik at den ytre kjerneoverflaten av verktøybeholderens kjerne og den indre kjerneoverflaten av rygglingskjernen er komprimert, og verktøyet er klampet på spindlen.
Når håndtaket er avslappet, går hydraulisk olje inn i øvre oljekammeret til piston 1, og oljetrykket forårsaker piston 1 til å bevege seg ned, og trykker stav 2 til å flytte ned. På dette punktet er den stakket våren 3 komprimert, og stålballen 4 beveger seg nedover sammen med spenningpinnen 5. Når stålballen beveger seg til en større snørreapertur, blir spenningpin 5 løslatt, og verktøyet og spenningpinnen 5 kan fjernes av robotisk armen. Etter at robotisk arme installerer den nye verktøyehåndtaket, løser hydraulisk olje i oljekammeret til piston 1 trykket og strammer verktøyet.
Klampmekanismen bruker våren-klampering og hydraulisk avslappelse for å sikre at hvis det skjer plutselig strømbrudd under operasjonen, vil håndtaket ikke løses på egenhånd. There is compressed air connected to the upper end of the piston rod hole. When the robotic arm extracts the tool from the spindle, the compressed air blows the spindle taper hole through the center hole of the piston rod and pull rod, making the taper surface of the tool holder tightly fit with the spindle taper hole, ensuring the correct positioning of the tool. Reisebytter 7 og 8 brukes til å sende signaler for å klampe og løse verktøybeholderen.