English
English Spanish
Spanish Arabic
Arabic Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

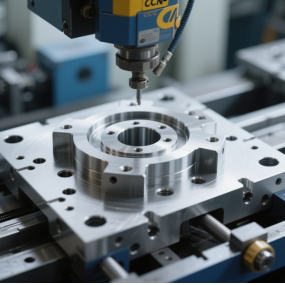
Maskineringstråder med et fem aksis CNC-maskiner er en viktig prosess for å maskinere skruformede verktøyer, og materialet av skruformede arbeidsplasser er vanligvis vanskelig, som ofte fører til verktøytøy og brudd. Gjennomligning av verktøy i et fem aksis CNC-maskiner kan påvirke nøyaktigheten av tredje maskinering. Dersom problemet med å bestille verktøy under maskineringsprosessen ikke kan løses godt, kan det ikke brukes godt å kutte tre-operasjonen av det fem aksismaskinerens senteret.
Treadkuttingsprosessen av et fem aksis CNC-maskinesenter utføres ved å sende pulsesignaler til CNC-systemet gjennom koden installert på krydderet, og sender instruksjoner om å kontrollere servo motoren for å flytte verktøyet gjennom ballskruen.
Når man klamper en trådkutter, kan det være en uendelig rotasjon mellom trådkuttertip og verktøyet. Når man installerer kutteren, kan vinkelen av kuttertip feiltalifiseres, som lett kan føre til feil i tannprofilevinkelen og føre til skjelette tenner. Hvis trekutteren forlenger seg for lenge, vil det forårsake vibreringer under prosessen, som direkte påvirker rødhet og glatt overflaten.
1. Inntil den samme høyden mellom trekanten kuttet kanten og arbeidsplitten rotasjonssenteret.
Etter å gripe verktøyet, legger det på øksen av verktøyet og sørg for at verktøytip-vinkelenheten er korrekt. Dersom du bruker en CNC-maskin for å klampe skjæringsverktøy, trykk vanligvis verktøyholderen stramt mot siden av verktøyet.
2. Prøv å kutte metoden
I den praktiske prosessen for å justere verktøy er saken utvalgt, og et referansepunkt er satt for å velge trekuttere for tøft og fin maskinering, bare en liten justering av verktøykompensasjonen er nødvendig, som er svært passende.
3. Følg med tilfeldigheten av instrumentets orientasjon igjen.
I løpet av tre-maskinering, hvis det finnes verktøy eller brudd i det fem akse CNC-maskinesenteret, er det nødvendig å samle verktøyet fra baksiden av det skjærende verktøyet.
Dessuten må trederingen og verktøyet sammenlignes av de fem aksjemaskinene være avgjørende, og valget av trådverktøy og trådte stålstyr må også være helt ubrukelige for å produsere kvalifiserte verktøyer.