English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

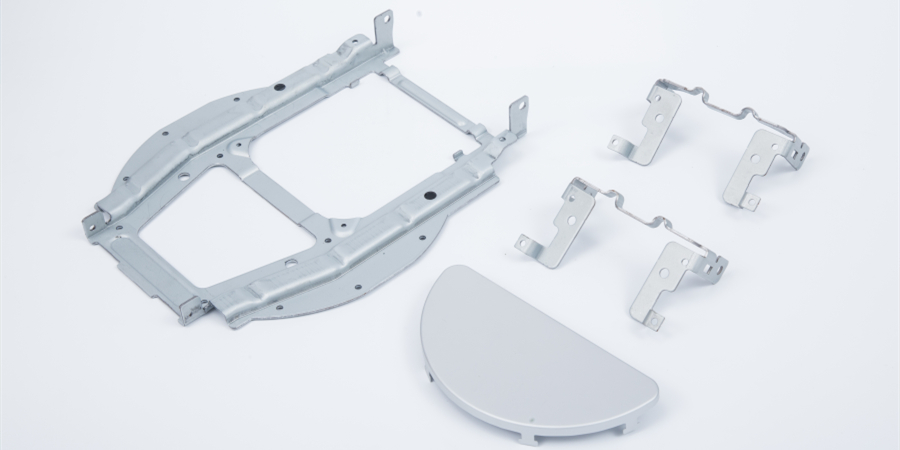
Kebanyakan punca benjolan bahagian pengecap perkakasan adalah disebabkan oleh habuk atau pemfailan besi yang melekat pada bahan mentah atau rupa acuan, jadi bagaimana untuk mengelakkan kejadian ini?
1. Pemeriksaan dan pembetulan acuan pengecap perkakasan: acuan pengecasan perlu disemak dan diselenggara dengan kerap untuk mengurangkan kejadian cembung dan mengekalkan keadaan yang stabil. Amalan biasa ialah menggunakan sampel untuk melihat status calar pelekat dan permukaan pemesinan cincin penekan (bucu acuan cekung, bucu acuan cembung);
2. Pandangan dan pembetulan acuan ricih alat pengecap perkakasan: Sebab lekukan selepas proses ricih adalah kerana serbuk besi berlaku semasa proses ricih, oleh itu adalah perlu untuk memerhatikan serbuk besi untuk mengelakkan lekukan sebelum mengecap; 000 @ 0003, kelajuan manipulator yang sesuai: Berkenaan dengan pengeluaran acuan penskalaan separa automatik, apabila acuan penskalaan diorientasikan ke bawah dan kelajuan manipulator adalah pantas, burr akan jatuh di bahagian atas acuan cembung dan menyebabkan lekukan. Untuk mengelakkan masalah ini, kita boleh melakukan eksperimen pelepasan bahagian sebelum pengeluaran, dan menetapkan kelajuan dan sudut pelepasan manipulator secara munasabah supaya ia tidak akan menyentuh bahagian pembuatan dan acuan bawah;
4. Semak permukaan pemotongan: Apabila memotong gegelung, haus dan lusuh acuan pemotongan akan menyebabkan banyak serbuk besi kecil melekat pada tepi, jadi adalah perlu untuk melihat permukaan potong berganda di kawasan bahan atau wayar pengecap sebelum mengecap pengeluaran, dan membersihkan kepingan tepat pada masanya untuk mengeluarkan burr;
5. Pemeriksaan peranti pembersihan kepingan: Sebelum pengeluaran bahagian pengecap perkakasan, anda mesti menyemak dan memangkas susunan pembersihan pada masa yang sama supaya ia boleh membersihkan kepingan dengan lebih cekap. Ini juga sangat diperlukan, dan anda juga perlu memberi perhatian kepada kelegaan penggelek dan kualiti minyak pembersih. Kaedah terperinci adalah dengan menggunakan cat merah pada plat keluli untuk membuat pengaturan pembersihan hujung ke hujung. Pada masa itu, bentuk awal cat merah dibatalkan. Dengan mengandaikan kadar penyingkiran tidak memenuhi syarat, anda mesti menyemak dan memangkas pengaturan pembersihan. Apabila minyak pembersih kurang, ia mesti dikurangkan dalam masa.
Artikel ini dari EMAR Mould Co., Ltd. Untuk maklumat lanjut tentang EMAR, sila klik: www.sjt-ic.com.