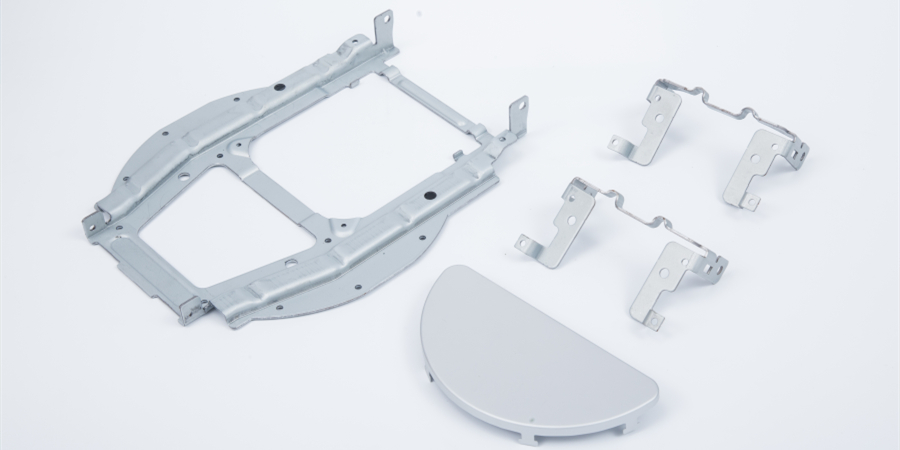
Pemesinan CNC pelarik ialah kaedah pemesinan alat mesin automatik berketepatan tinggi dan kecekapan tinggi yang digunakan untuk menyelesaikan pelbagai bahagian mekanikal pemesinan. Dalam proses pemesinan CNC pelarik, adalah perlu untuk menulis program pemesinan alat mesin CNC dan membuat perancangan proses yang munasabah untuk memastikan kecekapan dan ketepatan proses pemesinan. Objek pemesinan CNC pelarik termasuk bahagian badan berputar dan pelbagai bahagian muka rata, dsb.  Pengaturan laluan pengaturcaraan pemesinan CNC pelarik harus dipertimbangkan dari tiga aspek: 1. Laluan proses (1) Menganalisis keperluan lukisan bahagian, keadaan kasar, dan menentukan penyelesaian proses dan laluan pemesinan. Sebagai contoh, untuk bahagian aci pendek, paksi ialah penanda aras proses, dan chuck pemusatan sendiri tiga rahang digunakan untuk mengapit bulatan luar. (2) Pelarik CNC yang menjimatkan dipilih mengikut keperluan corak bahagian, seperti pelarik mendatar CNC CJK6136D. (3) Mengikut keperluan pemesinan, empat alat dipilih, T01 ialah pisau kasar, dan 90 alat pelarik bulat luar dipilih; T02 ialah pisau kemasan, dan alat pelarik tajam dipilih. T03 ialah pisau slot, dan lebar pisau ialah 4mm; T04 ialah pisau berulir 60. (4) Jumlah pemotongan ditentukan mengikut prestasi alat mesin, manual yang berkaitan dan pengalaman sebenar. 2. Urutan langkah Terdapat empat langkah utama dalam susunan langkah: (1) Bulatan luar troli tebal: Pada asasnya laluan pemotongan langkah digunakan, pengiraan berangka adalah mudah untuk pengaturcaraan. Bahagian arka boleh dipotong dengan kaedah bulatan troli sepusat dan dibahagikan kepada tiga pisau. (2) Dari muka hujung kanan ke kiri troli dan setiap muka bulat luar: muka hujung kanan troli memotong benang untuk bulatan luar φ16mm troli luar R3mm untuk bulatan luar φ22mm. (3) Pemotongan alur. (4) Benang troli dan pemotongan. 3. Apabila menggunakan pisau laluan untuk mengatur proses pemesinan ketepatan yang boleh dilakukan dengan satu atau lebih pisau, kontur akhir bahagian harus terus diproses dengan pisau terakhir. Pada masa ini, kedudukan alat pemesinan harus dipertimbangkan dengan betul. Cuba untuk tidak mengatur pemotongan dan pemotongan atau pertukaran alat dan jeda dalam kontur berterusan, untuk mengelakkan ubah bentuk elastik akibat perubahan mendadak dalam daya pemotongan, mengakibatkan calar permukaan, mutasi bentuk atau tanda alat pengekalan pada kontur sambungan yang licin.
Pengaturan laluan pengaturcaraan pemesinan CNC pelarik harus dipertimbangkan dari tiga aspek: 1. Laluan proses (1) Menganalisis keperluan lukisan bahagian, keadaan kasar, dan menentukan penyelesaian proses dan laluan pemesinan. Sebagai contoh, untuk bahagian aci pendek, paksi ialah penanda aras proses, dan chuck pemusatan sendiri tiga rahang digunakan untuk mengapit bulatan luar. (2) Pelarik CNC yang menjimatkan dipilih mengikut keperluan corak bahagian, seperti pelarik mendatar CNC CJK6136D. (3) Mengikut keperluan pemesinan, empat alat dipilih, T01 ialah pisau kasar, dan 90 alat pelarik bulat luar dipilih; T02 ialah pisau kemasan, dan alat pelarik tajam dipilih. T03 ialah pisau slot, dan lebar pisau ialah 4mm; T04 ialah pisau berulir 60. (4) Jumlah pemotongan ditentukan mengikut prestasi alat mesin, manual yang berkaitan dan pengalaman sebenar. 2. Urutan langkah Terdapat empat langkah utama dalam susunan langkah: (1) Bulatan luar troli tebal: Pada asasnya laluan pemotongan langkah digunakan, pengiraan berangka adalah mudah untuk pengaturcaraan. Bahagian arka boleh dipotong dengan kaedah bulatan troli sepusat dan dibahagikan kepada tiga pisau. (2) Dari muka hujung kanan ke kiri troli dan setiap muka bulat luar: muka hujung kanan troli memotong benang untuk bulatan luar φ16mm troli luar R3mm untuk bulatan luar φ22mm. (3) Pemotongan alur. (4) Benang troli dan pemotongan. 3. Apabila menggunakan pisau laluan untuk mengatur proses pemesinan ketepatan yang boleh dilakukan dengan satu atau lebih pisau, kontur akhir bahagian harus terus diproses dengan pisau terakhir. Pada masa ini, kedudukan alat pemesinan harus dipertimbangkan dengan betul. Cuba untuk tidak mengatur pemotongan dan pemotongan atau pertukaran alat dan jeda dalam kontur berterusan, untuk mengelakkan ubah bentuk elastik akibat perubahan mendadak dalam daya pemotongan, mengakibatkan calar permukaan, mutasi bentuk atau tanda alat pengekalan pada kontur sambungan yang licin.
Hallo! Velkommen til EMAR-selskapsstedet!
 Norwegian
Norwegian » »
» »
 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole