English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

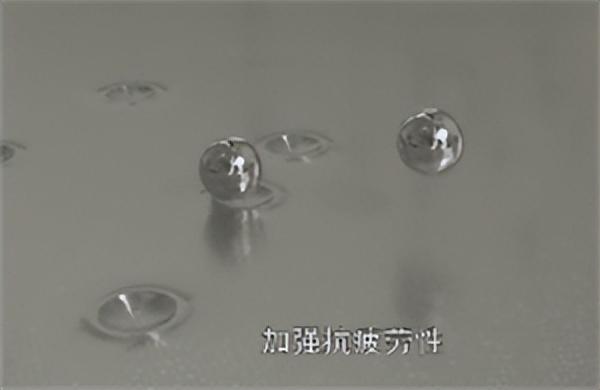
1. Bahan kerja yang dimesin CNC tidak dicuci bersih dan tiada langkah anti-pengoksidaan. Semasa proses pemesinan, tidak dapat dielakkan bahawa ia bersentuhan dengan cecair asal, udara dan air. Disebabkan faktor-faktor ini, tompok pengoksidaan putih dihasilkan pada permukaan bahan kerja. Kami menggunakan ujian ortogon untuk menganalisis kesan cecair asal penyejuk, air dan udara ke atas pembentukan plak oksida putih. Tahap ditakrifkan sebagai ada dan tiada. 000 @ 000 meletakkan cecair asal penyejuk dan titisan air pada permukaan bahan kerja, mengasingkan udara dengan menggunakan vaseline, dan masa ujian ialah 13 hari (tempoh pemprosesan saiz bahagian adalah kira-kira 13 hari). Keputusan menunjukkan bahawa pengoksidaan permukaan berlaku di bawah tindakan cecair asal penyejuk dan udara, menyebabkan bahagian tidak memenuhi keperluan rawatan permukaan. Oleh itu, bahan kerja yang tidak dicuci dan tiada langkah anti-pengoksidaan adalah salah satu sebab kadar kelulusan pembuatan bahagian yang rendah. 2. Kekurangan peralatan alat. Untuk mengesahkan inferens pasukan, kami telah mencuba dan memproses 3 produk lain dengan peralatan penggilap khas semasa proses percubaan dan mengira kadar sekerap masing-masing. Selepas membandingkan kadar sekerap produk ujian dengan kadar sekerap bahagian ini, didapati perbezaan kadar sekerap hampir 8 kali. Oleh itu, kekurangan peralatan penggilap adalah satu lagi sebab kadar sekerap produk yang tinggi. Kaedah penggilap tradisional ialah memasang bahan kerja pada peralatan berputar dan menekan kertas pasir tangan untuk menggilap bahagian secara luaran. Kaedah penggilap tradisional mempunyai kelebihan operasi yang mudah dan ekonomi yang baik. Ia digunakan secara meluas dalam industri pemesinan. Kekurangannya jelas, seperti: daya penggilapan tidak tetap, suapan tidak berterusan, dan kecekapan penggilapan bahagian adalah rendah. Kami mencari idea reka bentuk perkakas daripada kaedah penggilap tradisional untuk mengekalkan kelebihan. Mata penggilap diekstrak, termasuk: permukaan sentuhan digilap (kertas pasir pegang tangan), daya penggilap (pengeluaran menekan tangan), dan kuantiti suapan (pergerakan tapak tangan). Dengan menggunakan struktur mekanikal untuk mencapai perkara di atas, satu set alat penggilap universal telah berjaya direka. Selepas menggunakan alat ini, bahagian boleh menerima daya yang seragam semasa menggilap. Alat ini boleh dipasang pada pemegang alat penggilap dan digabungkan dengan fungsi asal peralatan untuk mencapai bekalan yang seragam. Pada masa yang sama, untuk mengelakkan mengisar bahagian dalam peralatan penggilap, bahan polytetrafluoroethylene dengan bahan yang lebih lembut, keliatan yang kuat dan rintangan suhu tinggi telah dipilih sebagai bahan untuk kepala penggilap. Kertas pasir yang digilap kami telah memilih jenis kertas pasir yang digilap dengan tekstur yang lebih lembut dan pelekat belakang. Penggunaan sebenar meningkatkan kadar pemprosesan bahagian dengan mengoptimumkan kaedah penggilap bahagian. Reka bentuk alat gilap am adalah sorotan utama projek ini. Alat ini berkesan menyelesaikan masalah kaedah penggilap tradisional, penggilapan yang tidak berterusan, dan kecekapan penggilap yang rendah, memberikan asas dan pengalaman untuk pemesinan bahagian aci ketepatan lain pada masa hadapan.