

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Hva er en lakettmetalldel? Deler av hudmetall er en komplett kald arbeidsprosess for metallsheer (vanligvis mindre enn 6mm), som inkluderer klipping, klipping/kutting/komponent, hevelse, riveting, splitting og dannelse av å produsere komponenter

Featurer:
Enorm tykkerhet. For en del er tykkerheten i alle deler konsistent
2. Lys vekt, høy styrke, konduktivitet, lavt kostnader og god performanse i storskalaproduksjon
Processing teknologi
1. Kutt
Utstyret som brukes i skjæreprosessen er en skjærende maskin som kan kutte en metalllakett i en grunnlagt form, og fordelene er lavt prosessekostnader. Forstyrrelser: Den er gjennomsnittlig, det er brenner i kuttet, og den skjærende formen er enkelt, alle av dem er enkle rektangler eller andre enkle former sammensatt av rett linjer.
Før det er nødvendig å beregne størrelsen på delene, og den uklarte størrelsen er relatert til strålingen, bøyevinkelen, lakettmaterialet og tykkerhet.
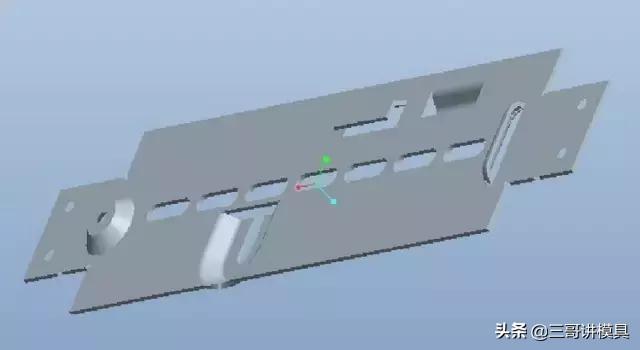
2. Rush
The equipment for punching process is a punching machine, which can further process and shape the cut material. Det kreves forskjellige mold, vanlige molder inkluderer runde hull, hull og protrusjoner. Høyt nøyaktighet.
Sjef: materialet skal ikke fjernes, og høyden av sjefen er begrenset, som er relatert til materialet i tavlen, tykkelsen i styret og vinkelen i sjefen.
Det er mange typer protrusjoner, inkludert varmedissipasjonshull, installasjonshull, etc. På grunn av påvirkningen av bøyering, vil avstanden mellom kanten av designhullet og kanten av styret og brennkanten begrenses.
3. Laserkutt
Processing equipment: laser cutting machine
For materialer som ikke kan fjernes ved å kutte eller slå prosesser, eller for plater med høy hardhet som er bevist for å skade moldvarpen, slik som de med runde hjørner, eller når det ikke er laget mold for å stampe den nødvendige formen, kan laserkuttingen brukes til å fullføre dannelsen av materialet før de bøyer seg.
Advarsler: Kutt uten burre, høy presisjon, i stand til å kutte noen form, som blader, blomster, etc. Forstyrrelse: High process cost
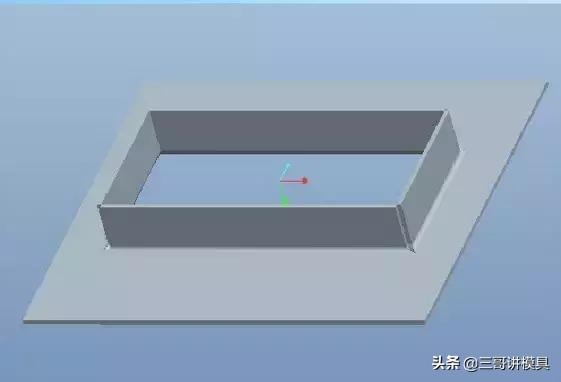
4. Bending

Prøvingsutstyr: bending maskin, rullingsmaskin
De kan legge eller rulle metalllakker inn i den ønskede formen, som er dannelsesprosessen av komponenter; Proseden ved å danne den ønskede formen ved å trykke et metalllakett med øvre og lavere blader av en bending maskin kalles å bøye.
Bending er det siste skrittet i å danne metalldeler, og det er flere poeng å følge med når delene kan åpne seg og bøye seg i form.
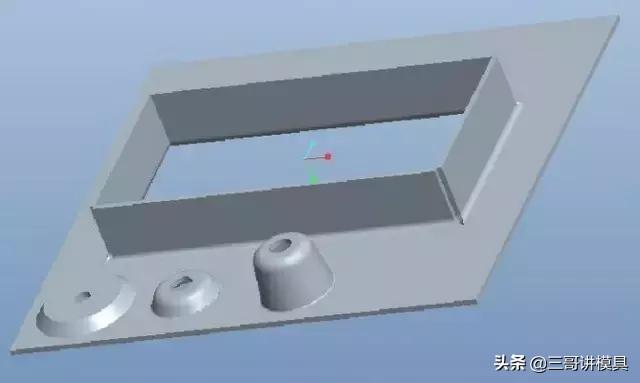
1. Material mangel, som vist i figuren nedenfor, er protrusjonen for høy og overstiger virkeligheten av materialet. Prorusjonen brukes vanligvis for å øke installasjonsstørrelsen eller unngå installasjonskonflikter. Prorusjonen må derfor gjøres uten å endre den indre strukturen og påvirke strukturen. For eksempel er vinkelen mellom konveks-kjernen og referansefly-flyet 45, og høyden er 3 ganger tykkerheten i tallet.
2. Redundære materialer: Redundære materialer har ofte flere lukkede kanter, som ofte forårsakes av prosessefeil eller tegner feil
3. Begrenselser: De fleste bøyere maskiner har visse begrensninger på bending.
Unilateral høyde: Størrelsen på bendingmaskinen og høyden av delestrengen kan bestemmes ved å bruke en stor vinkelbølgemetode på multi sider
Bilateral høyde: ikke større enn maksimal høyde på én side. I tillegg til alle begrensninger på én side, er det også begrenset ved bunnen kant: bøyehøyde
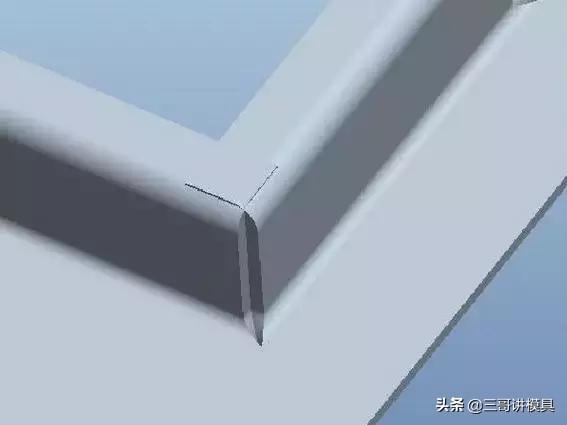
4. Siden skjørtemetalldeler er dannet ved å benytte en tynn metalllakett, er kontakten mellom de bønte kantene ikke forseglet, og det er ingen streng forbindelse. Hvis ikke behandles, påvirker den styrken. Den vanlige behandlingsmetoden velges. Tekniske kravene om tegningene er: velgevinkel, velgevinkel og runding.

5. Overvåkning
På grunn av tynne tykkerheter i hudmetalldeler er de ikke egnet for varme dyp-galning. Vanlige overflatebehandlingsmetoder inkluderer fosfating og elektrostatisk spraying, og fargen varierer med prosjektet. Denne prosessen er egnet for svarte deler med ubehandlet overflate.
Det er alt for lakettmetalldelene og noen av deres prosesseteknikker. Hvis du har noen spørsmål, s å si det i kommentarene nedenfor.










