English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

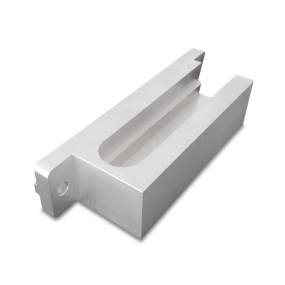
Det såkalte håndverket av metall presisjonsstempling deler er vanskeligheten med å behandle denne metall presisjonsstempling delen. Perfekt stempling håndverk bør sikre høy råvareutnyttelse, få prosesseringstrinn, enkel struktur av stempling dør og lang levetid, høy kvalitet på stempling deler, enkel og praktisk drift av stempling arbeidere. Det er mange faktorer som påvirker håndverket av metall presisjonsstempling deler, som produktform, størrelse, presisjon og ytelse.
1. Formen på metall presisjonsstempling deler bør være enkel og symmetrisk, fortrinnsvis sammensatt av buer og rette linjer, slik at mindre avfall kan genereres ved planlegging av layout.
 2. Prøv å unngå lange utkrager eller spor på metall presisjonsstempling deler, og minimum bredden bør være større enn dobbelt så tykkelse på materialet. Avstanden mellom hullene og hullene, hullene og kantene av stempling deler bør ikke være for liten.
2. Prøv å unngå lange utkrager eller spor på metall presisjonsstempling deler, og minimum bredden bør være større enn dobbelt så tykkelse på materialet. Avstanden mellom hullene og hullene, hullene og kantene av stempling deler bør ikke være for liten.
3. Størrelsen på stansingen bør ikke være for liten for å unngå å knekke stansesnålen under stemplingsprosessen.
4. Under normale omstendigheter bør formen på stemplingdelene ikke ha skarpe hjørner, men bør bruke avrundede hjørner til overgang, noe som bidrar til behandlingen av stempling og øker levetiden til døen.
5. Når du slår slag på punching og bøying deler og punching dype tegnedeler, bør avstanden fra kanten av hullet til den rette veggen av arbeidsstykket ikke være for liten. Hvis avstanden er for liten, vil hullet bli deformert etter punching. Hvis det blir punched senere, vil punching nålen også lett brytes.
Denne artikkelen er fra EMAR Mold Co., Ltd. For mer EMAR relatert informasjon, vennligst klikk på: www.sjt-ic.com !