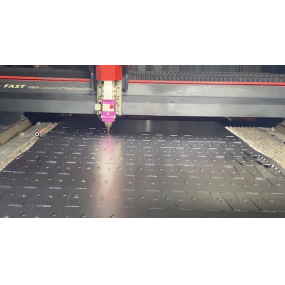
For å gjøre en god jobb i metallplatebehandling: Måten å kutte i metallplatebehandling er: skjæremaskinskjæring: det vil si at skjæremaskinen brukes til å kutte utseendedesigngrensen, og deretter brukes boksemaskinen til å smelte formen for punching, hjørnekjæring, etc., og deretter er skjæringen fullført. Laserskjæring: det vil si at bruken av laserskjæring brukes til å kutte ut ønsket struktur. Punchkutting: det vil si at bruken av en punchingmaskin for å punch strukturen av flate deler og andre strukturer kan gjøres i ett trinn og kan fullføres lag for lag. Numerisk kontroll blanking: det vil si at etter skriving av programprosessen for å opprettholde numerisk kontroll, slik at den kalde stempling av strukturen kan utføres, og deretter er blanking fullført. Det er nødvendig å gjøre en god jobb med å kutte metallarkbehandling: Under produksjon og prosessering av metallark oppstår noen problemer noen ganger, for eksempel laserskjæringsproduksjon og prosessering, så vi har en viss grad av mestring for å løse det. Deformasjonen skyldes hovedsakelig at eksplosiv perforering ikke brukes i produksjon og prosessering av små hull, men pulsperforering brukes, noe som vil forstyrre kvaliteten på produksjonen og prosesseringen. Burr edge. Hovedårsakene er: venstre og høyre del av laserfokuset er feil, eller kraften er ikke god, eller kuttehastigheten er ikke god, gassrenheten er ikke god, etc., så det er nødvendig å analysere i detalj. Skjæringen er ikke helt gjennomtrengt. Vinkehastigheten på laserskjæringen er for rask, eller valget av dysen på laserhodet er ikke matchet med tykkelsen på produksjonen og prosesseringen, som alle forårsaker dette problemet, og deretter forstyrrer produksjons- og prosesseringskvaliteten. Det er nødvendig å gjøre en god jobb i de viktige lenkene av metallplatebehandling: bøyningen av metallplater skal være basert på grensebestemmelsene for tegningene og tykkelsen på materialet for å avklare det numeriske kontrollbladet og kuttersporet som skal brukes til bøyning, for å unngå kollisjonen mellom varen og det numeriske kontrollbladet, og deretter forårsake deformasjon. I tillegg er rekkefølgen på bøyningen også veldig viktig, vanligvis først inne og deretter ute, først liten og deretter stor, og først aller siste generell. Trykknitting av arbeidsstykket bør fullstendig vurdere høyde-breddeforholdet til stud, samt arbeidstrykket til pressen. I tillegg bør stud og overflaten av arbeidsstykket være flush for å forhindre at arbeidsstykket er ugyldig og ikke kan påføres. Sveising i metallplatebehandling inkluderer vanligvis hydrogenbuesveising, spotsveising, teknisk elektrisk buesveising og karbondioksidvedlikeholdssveising. Når du gjør spotsveising, bør sveisestedet vurderes fullt ut. Overflateløsningen i metallplatebehandling bør velges i henhold til den spesifikke situasjonen. Hvis det er kaldplateproduksjon og prosessering, så elektroplating vanligvis utføres først, etterfulgt av fosfatbehandling, og til slutt sprøyting. Forbedre den tekniske styrken til metallplatebehandling mestere: metallplatebehandling, de detaljerte tekniske standardene er: overflaten av delen, først fjerne oksidhuden, og sjekk at det ikke er noen defekter eller forstyrrelser før maskinering. Hvis induksjonsslukking skal utføres, bør slukkingstemperaturen være innenfor standard temperaturområdet, og høy temperatur kaldbehandling bør utføres. Hvis det ikke er noen offentlig tjenesteregulering, bør den overholde standardbestemmelsene i GB1184-80, og dens lengdetoleranse. Før delene er installert, sørg for å utføre noen nødvendige inspeksjoner og rengjøring for å forhindre skitne ting. I tillegg, sjekk gjensidig samarbeidsgap, etc.
Hallo! Velkommen til EMAR-selskapsstedet!
 Norwegian
Norwegian » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque