English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Proces biznesowy i aktualna sytuacja w branży blach
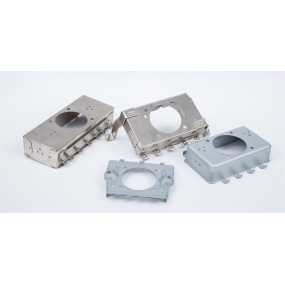
Zgodnie z definicją w zagranicznym czasopismu zawodowym blachę można zdefiniować jako kompleksowy proces obróbki na zimno blach (zwykle poniżej 6mm), w tym cięcie, wykrawanie/cięcie/kompozyt, składanie, spawanie, nitowanie, łączenie, formowanie (takie jak karoseria samochodowa), itp. Jego widoczną cechą jest to, że grubość tej samej części jest spójna. Ogólnie rzecz biorąc, podstawowe wyposażenie fabryki blach obejmuje nożyczkę, wykrawarkę CNC/laser, plazmę, maszynę do cięcia strumieniem wody/maszynę kompozytową, gięcie i różne urządzenia pomocnicze, takie jak rozwijacz, maszyna do wyrównywania, maszyna do odcierania, spawanie punktowe itp.

Proces produkcji fabryki blach: Działanie działów w fabrykach blach nie różni się znacznie od działalności ogólnych przedsiębiorstw produkcyjnych.Tutaj wprowadzamy tylko proces produkcji produktów w warsztacie. Zazwyczaj trzy najważniejsze etapy w fabryce blach to cięcie, wykrawanie/cięcie i składanie.
1. Pierwszym krokiem jest proces cięcia materiału (znany również jako cięcie materiału). Zwykle pracownicy na miejscu używają maszyny nożącej do cięcia odpowiedniego rozmiaru materiałów częściowych z dużych płyt na podstawie schematu rozłożenia dostarczonego przez dział PIE. Jeśli jest to prasa wykrawająca, należy wziąć pod uwagę martwą strefę zacisku. Po cięciu pracownicy oznaczą numer części na powierzchni każdego kawałka materiału za pomocą długopisu markerowego.
Uwaga: Niektóre fabryki nie mają tego etapu obróbki i bezpośredniego układu na standardowych arkuszach, a następnie bezpośredniego tłoczenia/cięcia obróbki.
2. Następnie materiał zostanie wysłany do wykrawarki CNC do procesów wykrawania/cięcia. W tym procesie konieczne jest opracowanie kodów NC (Numerical Control) dla przetworzonych części. Obecnie większość producentów obrabiarek dostarcza oprogramowanie do automatycznego programowania (krajowi producenci prawie zawsze współpracują z zagranicznymi firmami oprogramowania dla sprzedaży OEM, więc nie mają własnego zespołu deweloperskiego), co znacznie ułatwia inżynierom programowania. Czynniki, które inżynierowie programowania tłoczenia/cięcia muszą wziąć pod uwagę, to wykorzystanie arkuszy, narzędzia tnące, wydajność, dokładność i inne kwestie. Po zakończeniu tłoczenia/cięcia części są usuwane z mikropołączeń, a następnie wysyłane do gięcia maszyny do gięcia.
3. W procesie gięcia głównymi względami są dobór narzędzia, kolejność gięcia, kompensacja gięcia, zakłócenia gięcia itp. Zazwyczaj oprogramowanie do programowania gięcia jest również sprzedawane losowo, ale większość gięć CNC w Chinach jest nadal programowana ręcznie, często opierając się na doświadczeniu nauczycieli. Z drugiej strony wymagania procesu produkcyjnego w Chinach nadal mają pewną odległość w porównaniu do krajów zagranicznych, więc wydajność nie została poprawiona, a wydajność gięć CNC nie została zmaksymalizowana.
Wreszcie, w zależności od sytuacji produktu, może być konieczne przeprowadzenie spawania, polerowania, malowania, montażu, pakowania i innych procesów, których tutaj nie będzie opisane.

Aktualna sytuacja w branży blach!
1. Popyt na moce produkcyjne wzrosł. Chiny stopniowo stają się międzynarodowym centrum produkcyjnym, a wraz z ciągłym wzrostem inwestycji zagranicznych, zapotrzebowanie na możliwości obróbki metali stale rosną.W przemyśle obróbki metali elektryczne skrzynki sterujące, obudowy maszyn i inne komponenty są zwykle częściami blachy, więc zapotrzebowanie na możliwości obróbki blachy również stale rosną.
2. Jeśli chodzi o obróbkę blach, precyzja w obrębie kilku nici jest dość powszechna, a złożoność procesu jest również stosunkowo wysoka, a niektóre części osiągają nawet dziesiątki procesów. Tak więc przedsiębiorstwa obróbki blach zwykle potrzebują różnego rodzaju sprzętu mechanicznego, aby spełnić różne wymagania procesowe. Precyzja wykrawania blachy jest ogólnie w&# 177; Około 0.1mm, dokładność zginania może ogólnie osiągnąć&# 177; 0,5mm.
3. Wysoki zysk: tłoczenie może ogólnie osiągnąć około 30%, podczas gdy cięcie laserowe może osiągnąć 50% lub nawet więcej.
4. Istnieje kilka głównych cech krajowego przemysłu blach podsumowując: sprzęt nie jest tak wydajny jak kraje rozwinięte, dokładność nie jest tak dokładna jak inne, a najważniejsze jest to, że umiejętności zawodowe personelu badawczo-rozwojowego i techników produkcji są nadal na wczesnym etapie. Dobra technologia jest w umysłach nauczycieli, a mechanizm szkoleniowy jest nadal na prostym etapie szkolenia obsługi maszyny. Nie ma jeszcze profesjonalnego i zrównoważonego standardu branżowego, więc trudno jest sprostać potrzebom wysokiej klasy międzynarodowych klientów
1. Kierownik działu: Poprowadzić zespół techniczny lub zespół projektowy, aby zakończyć rozwój i rozwój produktu na czas, z jakością i ilością, a także produkcją, uwolnieniem i zmianą technologii procesowej. aranżować, sprawdzać i dostosowywać postęp projektu w celu spełnienia potrzeb produkcji i klientów, zapewniając, że wymagania dokumentów procesowych mogą maksymalizować interesy firmy (w tym kontrola kosztów produkcji, optymalizacja procesu w celu poprawy wydajności produkcji, skuteczne i terminowe standardowe zarządzanie kosztami i system ofert).
2. Inżynier technologii procesowej: odpowiedzialny za produkcję i udostępnianie list materiałów BOM, materiałów alternatywnych, dokumentów procesowych/specyfikacji technicznych oraz zmian inżynierskich; wsparcie techniczne w zakładzie produkcyjnym; Komunikowanie problemów procesowych i technicznych z klientami; Optymalizacja procesów produkcyjnych;
3. Inżynier cenowy: ustanowić standardowy system rachunkowości kosztów i aktualizować go w odpowiednim czasie w oparciu o zmiany materialne i rynkowe.Zapewnij dokładne i efektywne ceny kosztów w terminie podczas składania ofert na nowe zamówienia lub zlecenia próbne
Podejmowanie decyzji dla "zespołu kontroli zamówień" i odpowiedzialność za poufność cen w celu ochrony interesów firmy;
4. Inżynier formy: przegląd i potwierdź racjonalność planu formy, śledzenie postępu formy, tworzenie standaryzowanych instrukcji obsługi do użytku, zapewnienie wskazówek na miejscu produkcji i utrzymanie bazy danych form;
5. Programista CNC: odpowiedzialny za programowanie programów CNC, zapewnienie maksymalnego wykorzystania materiału poprzez programowanie, poprawny dobór materiałów, utrzymanie bazy danych numerycznych form wykrawania i terminowe ukończenie ustaleń produkcyjnych PMC.
6. Projektant: odpowiedzialny za opracowywanie rysunków klienta, opracowywanie dokumentów procesowych i rozwój w kierunku inżynierów;
7. Urzędnik: Odpowiedzialny za zarządzanie wydaniami dokumentów technicznych, zarządzanie kodowaniem produktów, transmisję dokumentów między działami, statystyki danych i codzienną pracę administracyjną działu.
3,IE Proces biznesowy
1. Opracowywanie nowego produktu (opracowywanie próbek):
Nasza firma jest typem przetwarzania OEM/ODM. Kiedy dział sprzedaży omawia nowe produkty z klientami, zazwyczaj dostarcza dokumenty techniczne. Dział PIE (Dział Integracji Procesów) organizuje zespół projektowy do analizy procesów produktów, BOMs i innych problemów w oparciu o dokumenty techniczne/próbki. Jednocześnie standardowe koszty są obliczane i przekazywane do MRB (Zespół ds. Przeglądu Zamówień).
Kiedy MRB zdecyduje się na przyjęcie zamówienia, zespół techniczny zaczyna produkować i konwertować dokumenty techniczne klienta, kupować materiały próbne, aranżować rozwój próbek i produkcję próbną, a inżynier procesowy śledzi cały proces od produkcji dokumentów technicznych procesów po wskazówki techniczne na miejscu w zakresie rozwoju próbek i produkcji próbnej. Lider projektu musi uczestniczyć i monitorować postępy w projekcie, a problemy zwrotne i postępy do kierownika PIE w dowolnym czasie.
Po przejściu wstępnej kontroli produkcji próbnej, przed produkcją na małą skalę, inżynier procesowy musi zakończyć produkcję wszystkich wymaganych dokumentów technicznych procesu (BOM/wymagania techniczne procesu/lista materiałów zastępczych/standardowe godziny pracy/standardowy koszt/standardowa trasa procesu/dane ERP...) i udostępnić je kontrolowanemu DCC.
Podczas pierwszej partii produkcji masowej inżynierowie procesowi nadzorują i prowadzą personel produkcji frontowej i nadzorców w celu prawidłowego działania na miejscu. Jeśli występują odchylenia w "procesie operacyjnym" i "standardowych godzinach pracy", dokumenty techniczne muszą zostać poprawione w odpowiednim czasie. Jeśli materiały seriowe okażą się wadla produkcji masowej, rozwiązania należy negocjować z dostawcą. Jeśli chodzi o wymianę materiałów, aby spełnić wymagania klienta, należy uzyskać z wyprzedzeniem specjalne dokumenty techniczne materiałów celu uniknięcia powielania problemów przyszłowych zamów i wpłych zakupach.

Po pierwszej partii masowej produkcji, standardowy koszt i standardowe godziny pracy zostały zasadniczo określone. Materiały te są dostarczane do działu finansów do rachunkowości kosztów i PMC jako narzędzie planowania i harmonogramu, kończąc proces od otwarcia próbek do produkcji masowej. Podkreśla się tutaj, że odpowiedzialny inżynier musi uczestniczyć w całym procesie, zapewniając, że personel frontowej może produkować efektywnie i dokładnie oraz kontrolować wady jakościowe procesu produktu przed drugą partią masowej produkcji.
2. Produkty już w produkcji masowej:
Ze względu na fakt, że dokumentacje procesowe i techniczne zostały już przygotowane w małych partiach na wczesnym etapie, w zasadzie nie ma wiele do zrobienia. Ważne jest jednak, aby zwrócić uwagę na potwierdzenie i udostępnienie zmian projektowych ECO/ECN, nadzorować odpowiednie działy w celu zapewnienia produkcji wykwalifikowanych produktów oraz współpracować z inżynierami produkcji w celu optymalizacji procesów produkcyjnych i urządzeń projektowych w celu poprawy wydajności produkcji i obniżenia kosztów produkcji.
Zarządzanie informacjami PIE:
1. Bezpieczeństwo i poufność dokumentów technicznych:
Dział MIS wykorzystuje środki techniczne w celu zapobiegania nielegalnej KOPII, zapobiegania nielegalnemu ujawnianiu informacji technicznych poprzez przesyłanie/pobieranie online i pocztę elektroniczną oraz zapobiegania hakerom nielegalnemu inwazji i kradzieży informacji technicznych poprzez zarządzanie bezpieczeństwem sieci; Ustawianie uprawnień dostępu i modyfikacji dokumentów technicznych oraz ustawianie haseł logowania sieciowego;
2. Prawa autorskie do oprogramowania projektowego i rysunkowego:
Wraz z coraz większym naciskiem na globalne prawa autorskie do oprogramowania/własność intelektualną, firma korzysta z całego oryginalnego oprogramowania projektowego;
3. Kopia zapasowa danych:
Tygodniowa kopia zapasowa przechowywana zdalnie; Codzienne dane kopii zapasowej są przechowywane w sejfie; Opracowanie planów reagowania awaryjnego na katastrofy danych.
5,Rola PIE w prowincji Sakaki
Znaczenie PIE w przedsiębiorstwach jest niekwestionowane. Wszystkie prace produkcyjne i produkcyjne, planowanie PMC, systemy ERP, zakupy, outsourcing, inwentaryzacja i jakość muszą opierać się na dokumentach technicznych PIE. Dlatego dokładność i waga dokumentów PIE to nie tylko żart. Kiedy podróż służbowa jest błędna, powodując wady partii lub złomowanie produktów, straty dla przedsiębiorstwa są trudne do oszacowania.
Czas dostawy klienta OTD doprowadził do spadku satysfakcji klienta, a wzrost lub spadek kolejnych zamówień spowodował ogromne kłopoty GM i działu sprzedaży.
Tylko poprzez kształtowanie dobrych nawyków pracy z fundamentalnego poczucia odpowiedzialności i nastawienia do pracy oraz nieustanne doskonalenie systemu dokumentacji technicznych, przedsiębiorstwa mogą zmierzać do sukcesu!