English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Jak dużo wiesz o technologii projektowania przemysłowego? Technologia tłoczenia metalu i tłoczenia na zimno są zazwyczaj używane do obróbki blach na płytkie wklęsłe kształty lub zakrzywione profile. Charakteryzuje się szybką prędkością przetwarzania i wysoką dokładnością. Może być stosowany do produkcji różnych produktów codziennego użytku, od nadwozia samochodowych po palety metalowe.
Wysoki koszt przetwarzania, wysoki koszt formy i niski i średni koszt jednostkowy
Typowe zastosowania: Motoryzacja, Produkty konsumenckie, Meble
Zastosowanie · Produkcja na dużą skalę
Jakość przetwarzania · Wysoka jakość, precyzyjne gięcie
Powiązane procesy: Głębokie ciągnięcie, Przędzenie metalu, Formowanie gięcia
Cykl przetwarzania · Krótki cykl (od 1 sekundy do 1 minuty)

Wprowadzenie procesu: Tłoczenie metalu jest metodą obróbki metalu, która opiera się na plastikowym odkształceniu metalu.Wykorzystuje formy i sprzęt tłoczący do wywierania ciśnienia na blachę, powodując odkształcenie plastikowe lub separację blachy, w ten sposób uzyskując części (części tłoczone) o określonych kształtach, rozmiarach i właściwościach. Technologia tłoczenia odgrywa ważną rolę w procesie produkcji karoserii samochodowych.
Tłoczenie metalu może być stosowane do przetwarzania płytkich wklęsłych kształtów metalu, a wymagania dotyczące przetwarzania form są stosunkowo wysokie, a proces ten nadaje się tylko do produkcji na dużą skalę. Proces ten ma wysoką precyzję w obróbce i nie ma znaczącej zmiany grubości materiału. Gdy stosunek między głębokością a średnicą maleje, proces obróbki jest bardzo podobny do głębokiego ciągnięcia, a żaden z tych procesów obróbki znacznie nie zmniejsza grubości materiału.
Masowa produkcja części wymaga kompleksowego wykorzystania wielu procesów formowania i cięcia opartych na progresywnych narzędziach. Seria form jest niezbędna w szybkim przetwarzaniu. W procesie obróbki części czasami wymagana jest druga operacja na wcześniej uformowanych częściach. Niektóre części mogą wymagać 5 lub więcej operacji, co odzwierciedla liczbę zaangażowanych procesów. Proces ten może przetwarzać blachy do kształtów cylindrycznych, stożkowych i półkulistycznych. Częste połączenie tłoczenia i prasowania w procesie zapewnia szeroki zakres możliwości wyboru dla całego projektu, np. podczas obróbki krawędzi kołnierza, asymetrycznych piast i kształtów z perforacjami, charakterystyczne cechy tego procesu są oczywiste.
Opis techniczny 000 @.000
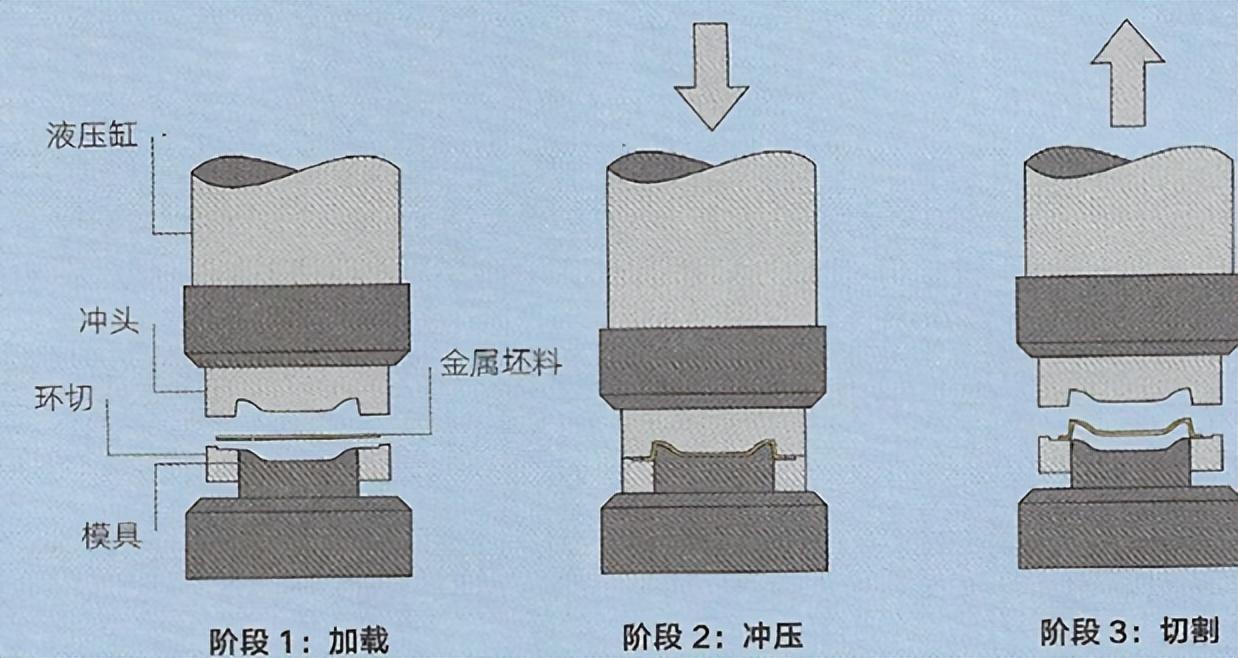
Specyficznym procesem tłoczenia metalu na prasie dziurkowanej jest przekazywanie mocy do dziurka przez cylindr hydrauliczny lub urządzenie mechaniczne (takie jak prasa krzywkowa). Ogólnie rzecz biorąc, cylindry hydrauliczne są wybierane, ponieważ ich ciśnienie jest równomiernie rozłożone na cały cykl tłoczenia, a te wykorzystujące urządzenia mechaniczne mają również miejsce w przemyśle obróbki metalu.
Dziurki i formy są specjalistyczne i generalnie wykonują tylko jedną operację formowania lub wykrawania. Podczas eksploatacji metalowe kąty są zwykle ładowane na stół roboczy. Następnie zaciśnij dziurkę i zakończ proces formowania części jednym skokiem.
Po zakończeniu formowania usuwacz porusza się w górę i wypycha część, w którym momencie część jest usuwana. Czasami formowanie części jest procesem ciągłym, a po obróbce przechodzi również proces tłoczenia. Jest to powszechnie znany jako proces formowania ciągłego.
W tych warunkach obróbki przetworzone części metalowe są przenoszone do kolejnego etapu obróbki. Proces ten może być wykonany ręcznie lub za pośrednictwem ścieżek transferowych. Większość systemów jest zautomatyzowana i utrzymuje wysoką prędkość przetwarzania. Kolejny krok może obejmować obróbkę ciśnieniową, tłoczenie, zwinięcie lub inne obróbki wtórne.
Typowe zastosowanie obróbki tłoczeniowej jest bardzo rozległe. Zdecydowana większość technik obróbki metali na dużą skalę w przemyśle motoryzacyjnym to tłoczenie lub wytłaczanie, w tym nadwozia, wykładziny drzwi i krawędzi.
Proces ten jest używany do obróbki metalowych korpusów kamer, telefonów komórkowych, obudów telewizorów, sprzętu AGD i odtwarzaczy MP3. Ten proces wykorzystuje również sprzęt kuchenny i biurowy, narzędzia i noże. Za pomocą tego procesu można przetwarzać zewnętrzny kształt i wewnętrzną strukturę części.
Produkcja małych partii części z wykorzystaniem powiązanych procesów jest osiągana poprzez obróbkę blach, przędzenie metalu lub formowanie gięcia. Procesy te mogą produkować kształty podobne do tłoczenia metalu, ale wymagają wysokich umiejętności pracy.
Chociaż procesy tłoczenia i ciągnienia głębokiego są podobne, nadal istnieją znaczące różnice. Gdy głębokość części jest większa niż 1/2 średnicy, część musi być wydłużona, a grubość ściany zmniejszona. Wymaga to stopniowej i powolnej pracy, aby uniknąć nadmiernego rozciągania i rozdarcia materiału.
Formowanie superplastikowe może produkować większe i głębsze części za pomocą prostych operacji. Jednak obróbka ta ogranicza się do aluminium, magnezu i tytanu, ponieważ wymaga od materiału superplastyczności.
Profil metalowy utworzony przez jakość obróbki łączy ciągliwość i wytrzymałość metalowego materiału części, zwiększając sztywność i jasność.
Jeśli wymagania dotyczące efektu powierzchniowego nie są szczególnie surowe, części muszą być tylko lekko usunięte po odkształceniu. Piaskowanie jest stosowane w celu zmniejszenia szorstkości powierzchni. Części mogą być również dalej przetwarzane poprzez lakierowanie proszkowe, malowanie natryskowe lub galwanizację.
Możliwości projektowania odnoszą się do metod szybkiego i dokładnego wytwarzania płytkich wklęsłych kształtów przy użyciu blachy. Ta technika może być używana do okręgów, kwadratów i wielokątów.
Cienkościenne części można wzmocnić poprzez dodanie żeber, co może również zmniejszyć wagę i koszty przetwarzania. Wybór odpowiednich form może przetwarzać profile o krzywych kompozytowych i złożonych powierzchniach. Podobnym procesem do wykonania tego zadania jest obróbka blach, ale wymaga ona pracowników o wysokich umiejętnościach technicznych. Miękkie formy mogą być stosowane do obróbki blach i tłoczenia metali. Jedna strona tej formy wykonana jest ze sztywnej gumy, która może wywierać wystarczający nacisk, aby utworzyć metalowy blank na dziurku.
Względy projektowe: Obróbka tłoczenia odbywa się na osi pionowej. Dlatego też wklęsły kąt powstaje w drugim tłoczeniu. Tłoczenie wtórne obejmuje odkształcenie ciśnieniowe, rozszerzenie cięcia i zwinięcie.
Pierwsza operacja tłoczenia może jedynie zmniejszyć średnicę wadliwego materiału o 30%. Ciągła praca może zmniejszyć średnicę o 20%. Oznacza to, że obróbka niektórych części wymaga pewnej liczby ciągłego tłoczenia.
W technologii ciągnienia głębokiego proces jest często ograniczony przez zdolność obróbki maszyny.Rozmiar łóżka maszyny określa wielkość kąta, a skok określa długość rozciągania. Cykl obróbki zależy od skoku i złożoności części.
Grubość tłoczonej stali nierdzewnej wynosi się od 0,4 do 2mm i możliwa jest obróbka do grubości do 6mm płyt, ale wpływa na to kształt.
Wiele blach może być przetwarzanych przez ten proces, takich jak stal węglowa, stal nierdzewna, aluminium, magnez, miska, miedź, mosiądz i cynk.
Koszt przetwarzania jest stosunkowo wysoki ze względu na potrzebę stosowania wysokiej wytrzymałości form metalowych podczas obróbki. Półsztywne formy gumowe mają niższe koszty, ale nadal wymagają jednostronnych metalowych narzędzi i nadają się tylko do produkcji na małą skalę.
Cykl przetwarzania jest bardzo krótki, a części od 1 do 100 mogą być przetwarzane w ciągu jednej minuty. Wymiana i konfiguracja form wymaga pewnej ilości czasu.
Koszt pracy jest stosunkowo niski ze względu na wysoki stopień automatyzacji. Polerowanie znacznie zwiększy koszty pracy.
Wszystkie odpady mogą być poddane recyklingowi ze względu na wpływ na środowisko naturalne. Technologia tłoczenia metalu może być wykorzystywana do produkcji trwałych przedmiotów.