

 English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Dziś podzielę się z Wami głównymi czynnikami, które należy wziąć pod uwagę przy wyborze pięcioosiowego centrum obróbczego Makino jako przykład. Dostarczę ci szczegółową listę tych, którzy nie wiedzą
01
Struktura określa wydajność sprzętu
Istnieją różne struktury pięcioosiowych centrów obróbczych, a konstrukcja konstrukcyjna obrabiarki determinuje wydajność sprzętu, w tym sztywność, dokładność obróbki, stabilność, obsługę i tak dalej.
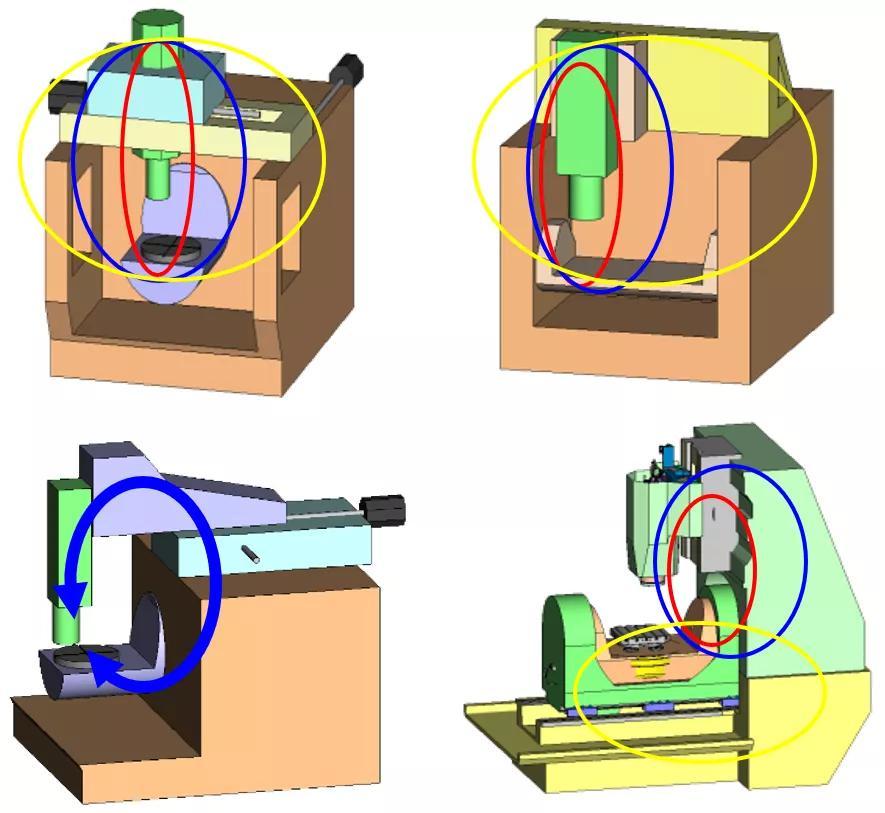
Należy wziąć pod uwagę głównie następujące aspekty:
1) Oś liniowa nie łączy się ani nie nakłada podczas ruchu
2) Sprzęt ze zwarciem obwodów cięcia ma dobrą sztywność
3) Czy oś obrotu pochylnego jest silnikiem DD
4) Czy jest to połączenie 5-osiowe
5) 5-osiowa bliskość
Pięcioosiowe centrum obróbcze serii D200Z/D800Z/a500Z firmy Makino przyjmuje konstrukcję stółu roboczego o wysokiej sztywności w kształcie "Z", jak pokazano na rysunku poniżej. Stół roboczy nie wymaga wsparcia na obu końcach, z łożyskami nachylenymi o dużej średnicy i środkiem ciężkości przedmiotu B w obrębie A. W porównaniu z tradycyjnymi konstrukcjami pojedynczymi ilość gięcia d jest niezwykle mała, a ramię siłowe L jest krótsza.
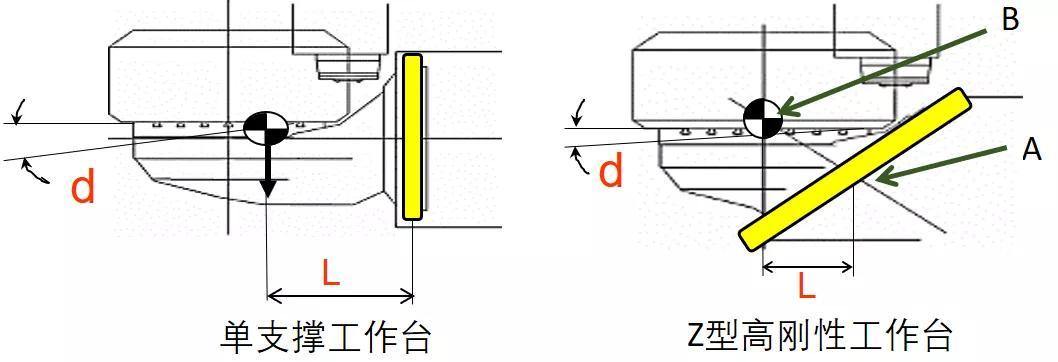
Ta pochyła konstrukcja osi może osiągnąć wysoką precyzję obróbki porównywalną z 3-osiowymi centrami obróbkowymi. Nawet podczas obciążania i obrotu ciężkich komponentów, odchylenie stołu roboczego można kontrolować do minimum. Jednocześnie łożyska o wysokiej sztywności i silniki z napędem bezpośrednim mogą osiągnąć wysoką precyzję i płynny obrót przy minimalnych wibracjach. Dodatkowo ma doskonałą bliskość przestrzenną.
02
Dokładność osi obrotu nachylenia
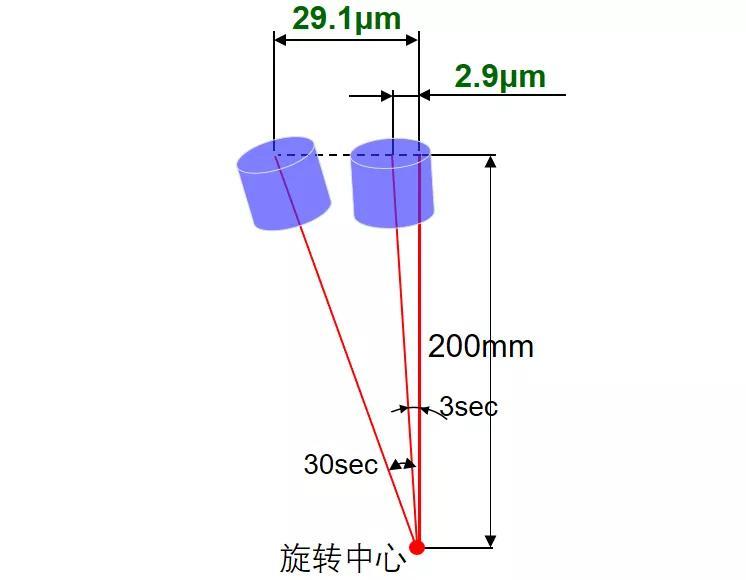
Dokładność obróbki obrabiarek ma bezpośredni wpływ na dokładność osi obrotowej. Aby zrozumieć rzeczywisty wpływ dokładności pochylonej osi obrotowej na dokładność obróbki, użyj obrabiarki Makino D800Z.
1= 60′
1′= 60″
1=3600″
Minimalna rozdzielczość osi B/C obrabiarki D800Z wynosi 0.0001 stopni, która wynosi 0.36 caly, a dokładność pozycjonowania wynosi 3 caly. Poprzez poniższy schemat obliczeń możemy poznać wynikający z tego błąd dokładności.
03
Unikanie kolizji zakłóceń
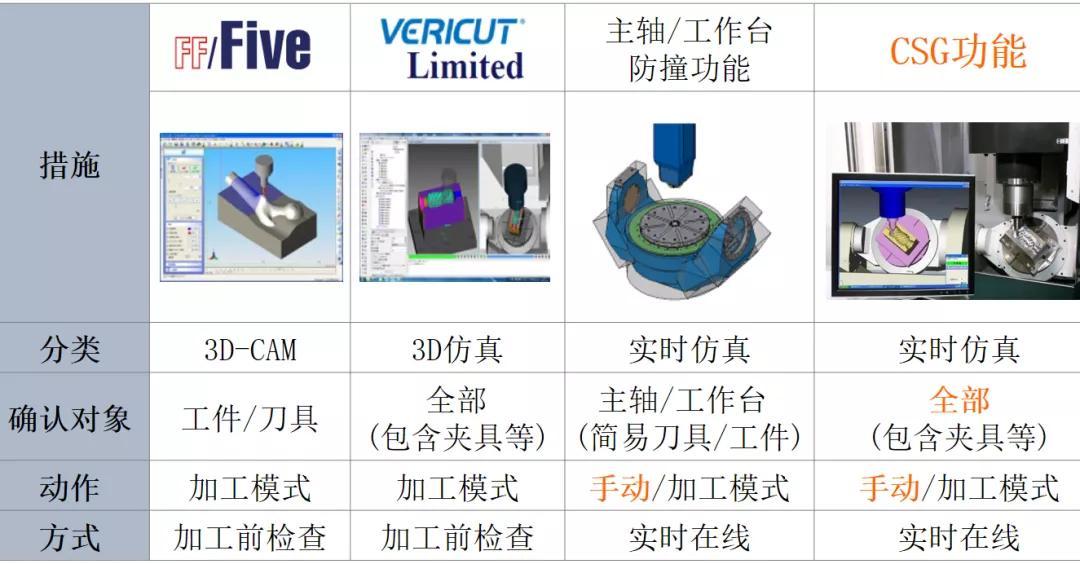
Oprócz korzystania z komputerowego oprogramowania do kontroli zakłóceń, 5-osiowe centrum obróbcze Makino jest wyposażone w funkcję symulacji CSG w czasie rzeczywistym online, która może zapobiec zakłóceniom nawet w trybie ręcznym.
Funkcja CSG symulacji online w czasie rzeczywistym może sprawdzić ewentualne błędy w oprzyrządzeniu lub błędy ustawienia długości narzędzia przed obróbką, aby zminimalizować awaryjne zatrzymania podczas pracy. Podczas pracy, na podstawie wstępnie skalibrowanych i skorygowanych danych, a także współrzędnych, wartości przesunięcia i innych informacji o pozycji odczytanych z urządzenia sterowania CNC, przewiduje się możliwość zakłóceń. Gdy obrabiarka przestanie pracować, ekran stanu może być wyświetlany w czasie rzeczywistym, a przewidywane części zakłócające i kierunek ruchu osi mogą zostać potwierdzone.
04
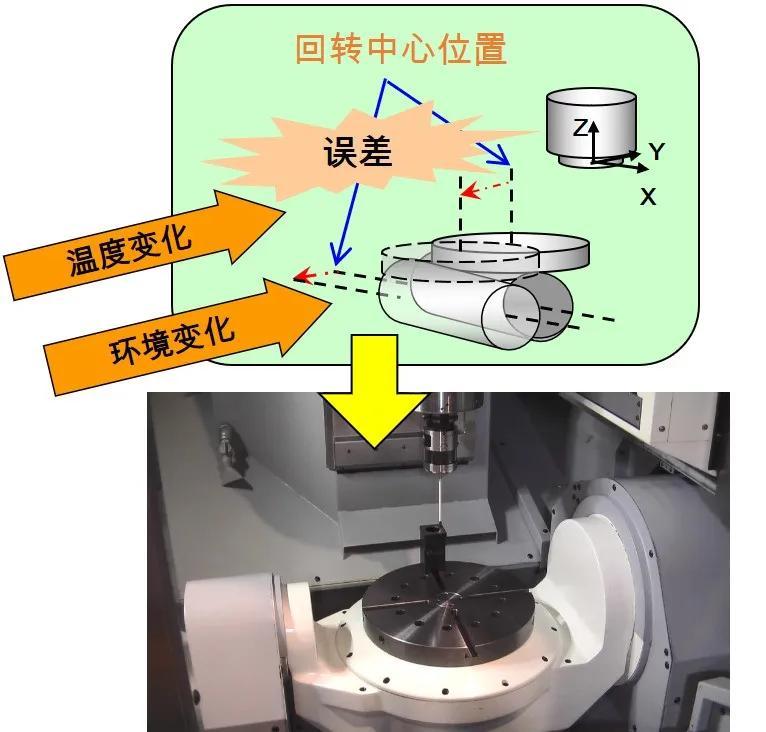
Korekta środka obrotu
Zmiana centrum obrotu spowodowana zmianami środowiska i temperatury może mieć wpływ na precyzję obróbki pięcioosiowej.Powinien być w stanie automatycznie kalibrować za pomocą sondy, zweryfikować dokładność obróbki 3-osiowej/indeksowania/5-osiowej obróbki i upewnić się, że błąd narzędzia jest mniejszy niż lub równy; 4 μ m.
Automatyczna kalibracja 5-osiowego centrum obrotu za pomocą sondy
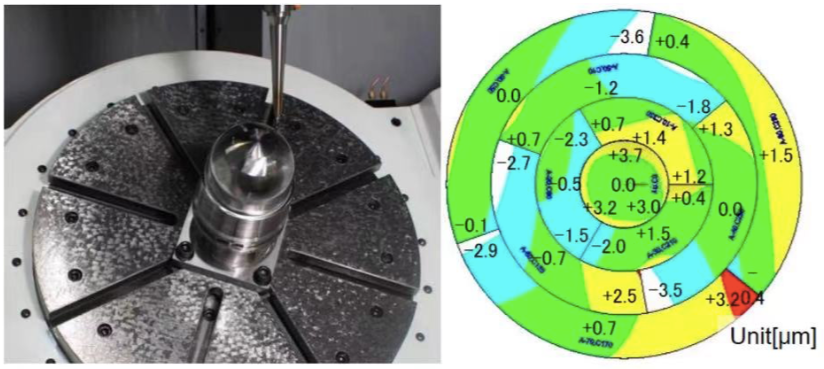
3-osiowa/indeksowanie/5-osiowa weryfikacja dokładności obróbki
05
Dokładność połączeń
Dokładność połączenia pięcioosiowego centrum obróbczego jest odzwierciedleniem wyników wielu czynników. Biorąc na przykład Makino D200Z, podaj przypadki przetwarzania, aby zapewnić odniesienie do dokładności połączenia.
Urządzenia do przetwarzania: D200Z
CAM:FFCAM
Materiał obrabiany: NAK80 (40HRC)
Rozmiar obrabianego elementu: 140x140x35mm
Wgniecenie formy: Przezroczysty kąt R0.22mm, głębokość 20mm
Czas przetwarzania: 1H35min/kieszeń
Narzędzia tnące: 7 pary i 6 typy
Dokładność połączenia: Dokładność położenia 2 μ m, dokładność kształtu 3 μ m
06
Wsparcie procesu
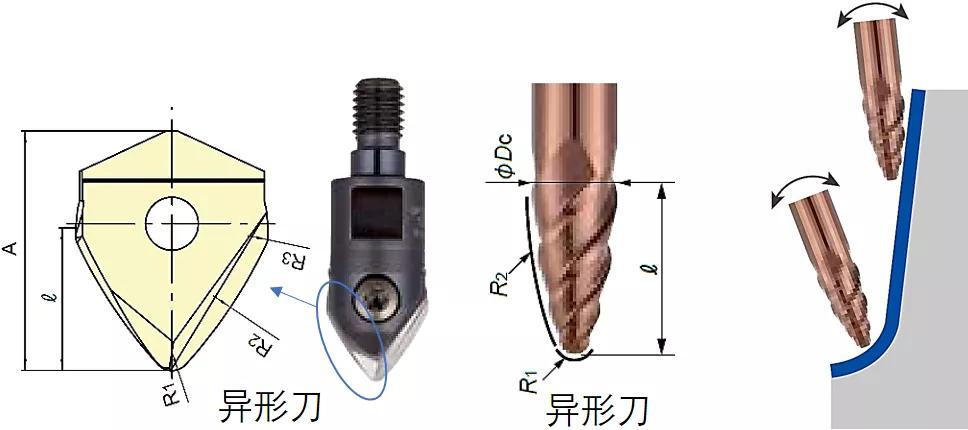
Proces obróbki pięcioosiowego centrum obróbki określa, czy wydajność sprzętu może zostać zmaksymalizowana. Na przykład stosowanie nieregularnych narzędzi tnących może znacznie poprawić wydajność obróbki.
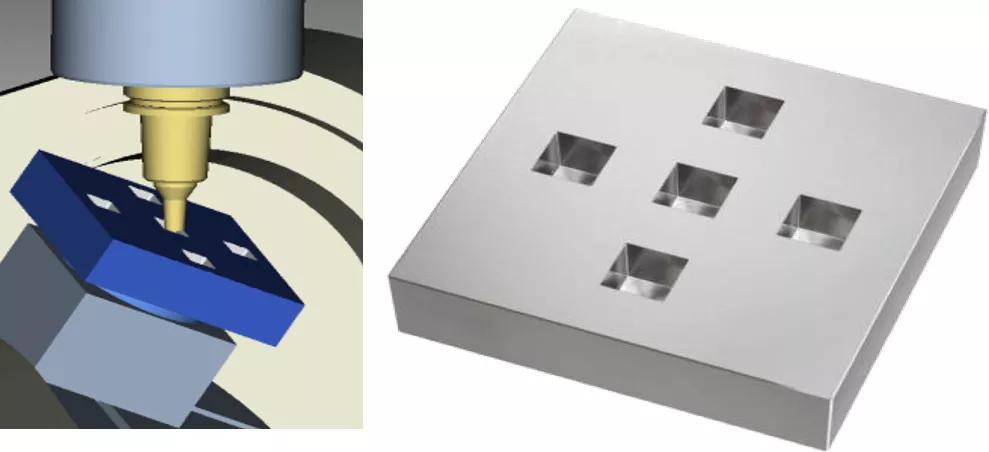
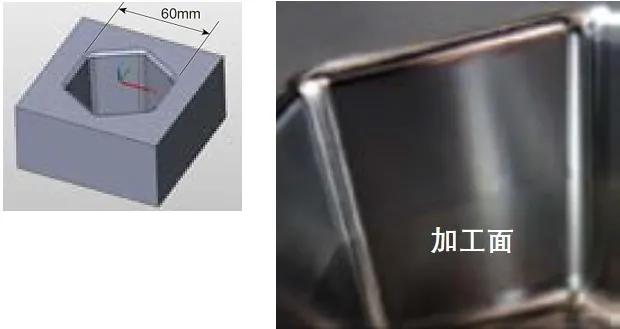
Przypadek przetwarzania: Wydajność zwiększona o 6-krotnie!
Materiał: YXR33 (58HRC)
Kształt i rozmiar: jak pokazano na rysunku poniżej, głębokość 30mm, kąt przeciągu 2, kąt prześwit R3mm

W porządku, to wszystko dla redaktora do podzielenia się tutaj! Niektórzy uczniowie mówią, że nawet po przeczytaniu artykułu nadal nie mogą go zrozumieć, tak jak oglądanie telewizji. Nauka programowania UG jest w rzeczywistości bardzo prosta, o ile uczysz się systematycznie od doświadczonych ludzi, komunikujesz się więcej z przyjaciółmi, kolegami i kolegami z klasy. Im ciężej pracujesz. Tym bardziej szczęśliwym! Przesuń mały palec każdego do przodu do własnego kręgu przyjaciół, aby korzystać z większej liczby partnerów










