English
English Spanish
Spanish Arabic
Arabic French
French Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque


01
Urządzenia do przetwórstwa
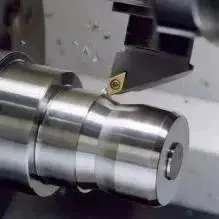
1. Tokarka zwykła:
Tokarki są stosowane głównie do obróbki wałów, tarczy, tulejów i innych przedmiotów obrabianych o obracających się powierzchniach i są najczęściej stosowanym typem obrabiarki w produkcji mechanicznej. (Może osiągnąć dokładność 0.01mm)
2. Frezarka zwykła:
Może przetwarzać płaskie powierzchnie, rowki, a także różne zakrzywione powierzchnie, przekładnie itp., a także może przetwarzać bardziej złożone profile. (Może osiągnąć dokładność 0.05mm)
3. Szlifierka
Szlifierka to obrabiarka, która szlifuje powierzchnię przedmiotu obrabianego. (Może osiągnąć dokładność 0.005mm, małe części mogą osiągnąć 0.002mm)
4. Tokarka CNC
Głównie przetwarzanie produktów sypkich, części o wysokiej precyzji itp. (Może osiągnąć dokładność 0.01mm)
5. Frezarka CNC
Głównie przetwarzanie produktów sypkich, części o wysokiej precyzji, złożonych części, dużych przedmiotów obrabianych itp. (Może osiągnąć dokładność 0.01mm)
6. Cięcie drutu
Elektroda używana do powolnego drutu to drut mosiężny, a drut środkowy to drut molibdenowy. Powolna obróbka drutu ma wysoką precyzję i dobrą gładkość powierzchni. Przetwórz niektóre precyzyjne otwory, precyzyjne rowki itp. (Wolny drut może osiągnąć dokładność 0.003mm, średni drut może osiągnąć dokładność 0.02mm)
7. Maszyna iskrząca
Obróbka elektryczna może przetwarzać materiały i złożone kształty obrabiane, które są trudne do cięcia przy użyciu zwykłych metod cięcia, bez wpływu na twardość materiału lub warunki obróbki cieplnej. (Może osiągnąć dokładność 0.005mm)
02
Wiedza o procesach
1) Otwory o dokładności mniejszej niż 0.05mm nie mogą być frezowane i wymagają obróbki CNC; Jeśli jest to otwór przepustowy, można go również przeciąć drutem.
2) Precyzyjne otwory (otwory przez otwory) po hartowaniu wymagają obróbki cięcia drutu; Ślepe otwory wymagają szorstkiej obróbki przed hartowaniem i precyzyjnej obróbki po hartowaniu. Nieprecyzyjne otwory mogą być wykonane na miejscu przed hartowaniem (pozostawiając dopuszczalność hartowania 0,2mm po jednej stronie).
3) rowki o szerokości mniejszej niż 2mm wymagają obróbki cięcia drutu, a rowki o głębokości 3-4mm również wymagają obróbki cięcia drutu.
4) Minimalne dopuszczenie do obróbki szorstkiej części hartowanych wynosi 0,4mm, a dopuszczenie do obróbki szorstkiej części niehartowanych wynosi 0,2mm.
5) Grubość powłoki wynosi zazwyczaj 0.005-0.008mm i powinna być przetwarzana zgodnie z wymiarami wstępnego powłoki.
03
Proces godzin pracy
Czas procesu=czas przygotowania+czas podstawowy
Czas przygotowania odnosi się do czasu pożywanego przez pracowników na zapoznanie się z dokumentami procesowymi, zbieranie ślepych elementów, instalowanie opraw, regulację obrabiarek, demontaż opraw itp. Metoda obliczania: Szacunek na podstawie doświadczenia.
Podstawowym czasem jest czas pożywany na odcięcie metalu.
04
Metoda obliczania kosztów notowania
Koszt przetwarzania=(koszt materiału+koszt przetwarzania) * 1.2
Współczynnik 1.2 obejmuje opłaty za zarządzanie
Koszt sprzętu=(koszt przetwarzania materiału+koszt przetwarzania+koszt zakupu+koszt montażu i debugowania+koszt projektu) * 1.2
Współczynnik 1.2 obejmuje opłaty za zarządzanie
Koszt materiału=waga (gęstość i objętość) * cena jednostkowa (yuan/kg)
Opłata za przetwarzanie=godziny procesu od ceny jednostkowej (yuan/godzina)
Japoński koszt zamówienia (yuan)=cena zakupu (jen)/kurs wymiany
Koszt zamówień krajowych opiera się na ofercie dostawcy
Opłata projektowa=godziny pracy według ceny jednostkowej (yuan/godzina)
Informacje o wycenie:
1) Tokarka: 60 yuan/godzina
2) Frezarka: 60 yuan/godzina
3) Szlifierka: 60 yuan/godzina
4) Montaż: 80 yuan/godzina
5) Centrum obróbki: 60-120 yuan/godzina
6) Tokarka CNC: 60-120 yuan/godzina
7) Maszyna iskrowa: 80-150 yuan/godzina
8) Powolne cięcie drutu: 60-150 yuan/godzina; Zaczynając od 80 yuan dla małych przedmiotów, 0.06-0.08 yuan/mm2 dla dużych przedmiotów według obszaru
9) Wyładowanie drobnych otworów: stal węglowa, stal wolframowa, 1 yuan/mm dla materiałów o średnicy 0,3 lub więcej, 2-3 yuan/mm dla materiałów o średnicy 0,3 lub mniejszej; 0,3 i powyżej, 1,8-2 yuan/mm
10) Opłata za zarządzanie: Cena kosztowa 0.2