English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

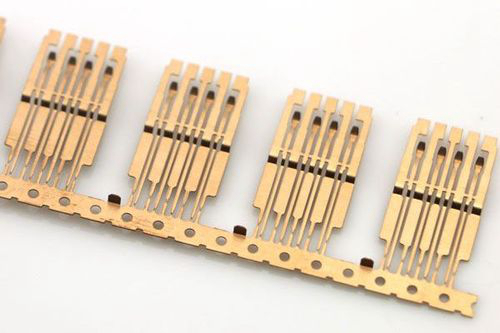
Często słyszy się, że niektórzy klienci narzekają, że kształt i rozmiar giętych części produkowanych przez fabrykę obróbki części do precyzyjnego tłoczenia nie odpowiada standardom. Koszt poniesiony w tej sytuacji to także ból głowy dla fabryki. Dlaczego są wadliwe wygięte części? Wynika to głównie z odbicia materiału.
Z analizy procesu odkształcenia zginania wynika, że obie strony warstwy neutralnej są naprężone w przeciwnym kierunku (rozciąganie zewnętrzne, ściskanie wewnętrzne). Po zakończeniu gięcia kierunek sprężystego powrotu materiałów po obu stronach warstwy neutralnej jest przeciwny, co powoduje wyraźne odbicie.
Odkształcenie zginania jest na ogół ograniczone do lokalnego obszaru materiału, pozostałe części materiału są w stanie swobodnym, a na sprężyste odbicie ma mniejszy wpływ ogólna skala, więc kształt części tłoczonej znacznie się zmienia. 
Gdy szerokość obrabianego przedmiotu jest większa niż 3-krotność grubości materiału, nastąpi łukowate ugięcie wzdłuż linii gięcia w kierunku szerokości. Jak więc zakłady zajmujące się precyzyjnym tłoczeniem części mogą rozwiązać ten problem?
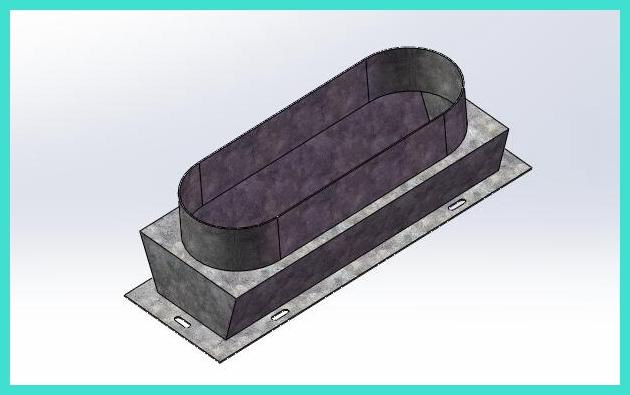
1. Ustaw żebra wzmacniające na obrabianym przedmiocie. Wyciśnij żebra wzmacniające w miejscu gięcia, aby utrudnić odbicie części giętej, co nie tylko zwiększa dokładność skali części giętej, ale także poprawia sztywność części giętej.
2. Wybierz materiały o wysokim module sprężystości, niskiej granicy plastyczności i stabilnych właściwościach mechanicznych.
3. Podczas gięcia części w kształcie litery V stosuj gięcie korekcyjne (korekcyjne).
4. Podczas gięcia części w kształcie litery U wybierz mniejszą szczelinę w matrycy.
5. Półfabrykat jest wyżarzany przed gięciem, aby dodać plastyczności.
6. Pod warunkiem zapewnienia wydajności, a obrabiany przedmiot nie pęka, zakład obróbki precyzyjnych części do tłoczenia może wybrać mały promień zaokrąglenia stempla.
7. W przypadku zakrzywionych części do gięcia o dużym promieniu gięcia można zastosować proces gięcia rozciągającego.
8. Podczas procesu gięcia użyj znacznie większej siły niż rzeczywista wymagana siła gięcia, aby wykonać gięcie korekcyjne.
Ten artykuł pochodzi z EMAR Mold Co., Ltd. Aby uzyskać więcej informacji związanych z EMAR, kliknij: www.sjt-ic.com,