English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole

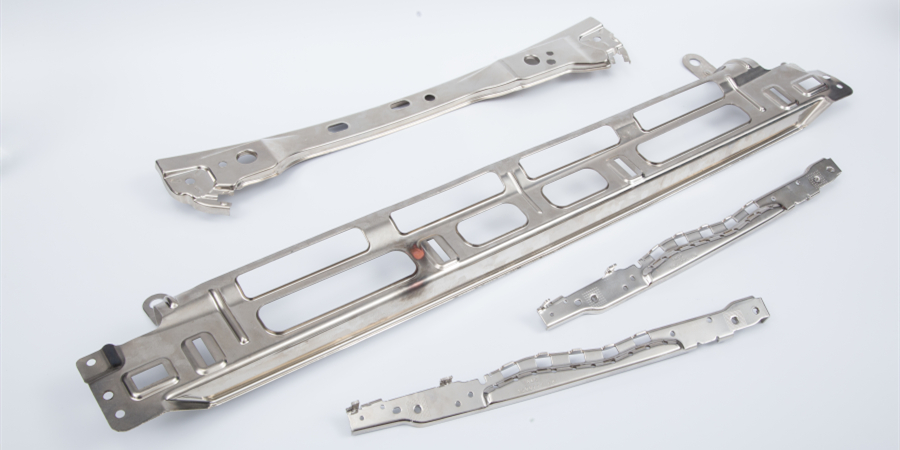
Tak zwany kunszt precyzyjnych części do tłoczenia metalu to trudność w obróbce tej precyzyjnej części do tłoczenia metalu. Doskonałe rzemiosło tłoczenia powinno zapewnić wysokie wykorzystanie surowców, kilka etapów przetwarzania, prostą konstrukcję tłoczników i długą żywotność, wysoką jakość części do tłoczenia, prostą i wygodną obsługę pracowników tłoczących. Istnieje wiele czynników, które wpływają na kunszt precyzyjnych części do tłoczenia metali, takich jak kształt produktu, rozmiar, precyzja i wydajność.
1. Kształt części do precyzyjnego tłoczenia metalu powinien być prosty i symetryczny, najlepiej składać się z łuków i linii prostych, aby podczas planowania układu można było wygenerować mniej odpadów.
 2. Staraj się unikać długich wsporników lub szczelin na metalowych precyzyjnych częściach tłoczonych, a minimalna szerokość powinna być większa niż dwukrotność grubości materiału. Odległość między otworami a otworami, otworami i krawędziami części tłoczonych nie powinna być zbyt mała.
2. Staraj się unikać długich wsporników lub szczelin na metalowych precyzyjnych częściach tłoczonych, a minimalna szerokość powinna być większa niż dwukrotność grubości materiału. Odległość między otworami a otworami, otworami i krawędziami części tłoczonych nie powinna być zbyt mała.
3. Rozmiar wykrawania nie powinien być zbyt mały, aby uniknąć złamania igły do wykrawania podczas procesu tłoczenia.
4. W normalnych warunkach kształt części tłoczących nie powinien mieć ostrych rogów, ale powinien używać zaokrąglonych rogów do przejścia, co sprzyja obróbce matrycy i zwiększa żywotność matrycy.
5. Podczas wykrawania stempli na wykrawaniu i gięciu części oraz wykrawania części do głębokiego tłoczenia odległość od krawędzi otworu do prostej ściany przedmiotu obrabianego nie powinna być zbyt mała. Jeśli odległość jest zbyt mała, otwór ulegnie deformacji po wykrawaniu. W przypadku późniejszego przebicia igła do wykrawania również zostanie łatwo złamana.
Ten artykuł pochodzi od EMAR Mold Co., Ltd. Aby uzyskać więcej informacji związanych z EMAR, kliknij: www.sjt-ic.com!