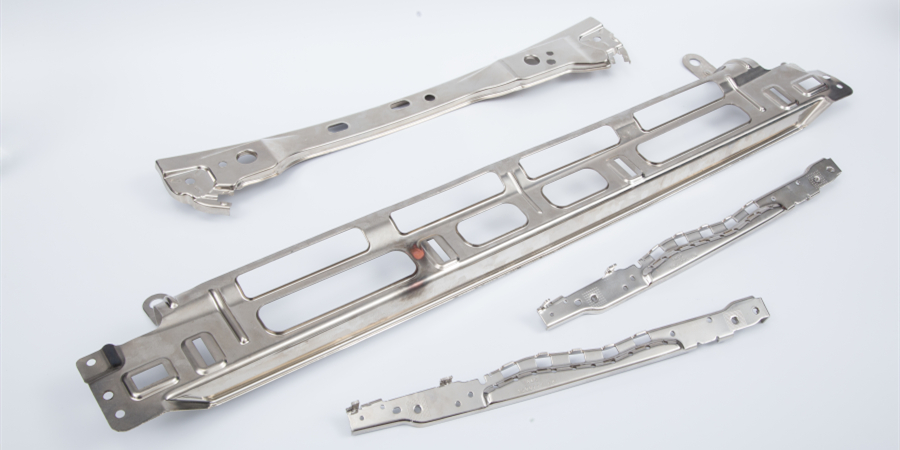
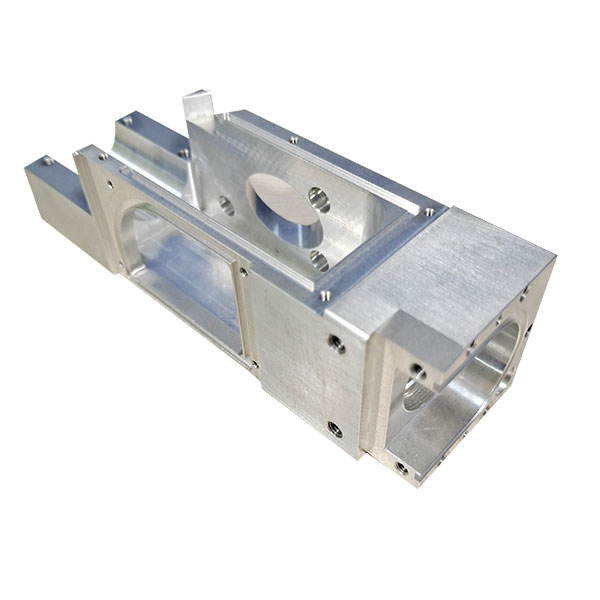
Krajowy rynek obróbki blach rozkwitł i istnieje wiele dojrzałych rozwiązań do wyboru. Urządzenia do formowania blach rdzenia środkowego są nadal zdominowane przez giętarki sterowane numerycznie w połączeniu z robotami, chociaż może to w pewnym stopniu zmniejszyć nakład pracy i pracochłonność, ale nauczanie nowych przedmiotów obrabianych, elastyczna i wydajna transformacja form do gięcia itp., nadal wymagają ręcznej interwencji i nie ma bardziej dojrzałego i niezawodnego rozwiązania. Zwłaszcza w przypadku wieloodmianowych, dostosowanych i precyzyjnych wymagań produkcyjnych, ukończenie inteligentnych fabryk wciąż nie jest tak satysfakcjonujące. I powstała czterostronna jednostka składająca. Dzięki zaawansowanym technologiom, takim jak jednostronne gięcie, automatyczna wymiana form i pobieranie materiałów przegrodowych, z powodzeniem przełamał bariery i pomógł Roboty do gięcia i automatyzacja to wybór wielu firm, które inwestują w poprawę jakości produkcji, poprawę środowiska pracy i uzupełnienie niedoboru pracowników. Wiele osób uważa, że zakup robotów ma głównie na celu zastąpienie pracowników, ale tak naprawdę rzadko spotykamy przypadki, w których zakup robotów prowadzi do zwolnienia pracowników. Uprzedzenia, jakie otrzymujemy w stosunku do robotów z mediów, polegają na tym, że głównym zadaniem robotów jest zastępowanie ludzi. Wpływ wydajności gięcia płyt na jakość giętych części przejawia się głównie w dwóch aspektach: W rzeczywistej produkcji stwierdziliśmy, że nawet różne partie i różni producenci materiałów będą mieli wahania wydajności, naprężenia i warunki odbicia są również różne, co bezpośrednio prowadzi do niestabilności dokładności giętych części. Wahania grubości materiału w ramach górnej i dolnej tolerancji są również przyczyną wpływu na dokładność. Nawet jeśli do gięcia stosuje się tę samą matrycę do gięcia, to również wielkość i kształt otrzymanego przedmiotu są różne. Wraz ze wzrostem procesu gięcia zwiększy się skumulowany błąd każdego procesu. Ponadto różne kolejności układania przed i po procesie również będą miały duży wpływ na dokładność. Zwykle postępuj zgodnie z kolejnością krótkiego boku po długim boku, najpierw obwodowym, a następnie środkowym, najpierw częściowym, a następnie całościowym. Należy wziąć pod uwagę ingerencję między formą a przedmiotem obrabianym, a kolejność gięcia powinna być rozsądnie ułożona. Sekwencja gięcia nie jest statyczna. Kolejność obróbki powinna być odpowiednio dostosowana do kształtu gięcia lub przeszkód na przedmiocie obrabianym. Właściwości mechaniczne materiału, właściwości mechaniczne materiału odnoszą się do wytrzymałości na ścinanie, wytrzymałości na rozciąganie i wydłużenia materiału do granicy plastyczności. Ze względu na różne rodzaje i gatunki materiałów, jego właściwości mechaniczne są również różne i występują wahania przy różnych partiach. (2) Jakość powierzchni materiału, grubość płyty i jakość powierzchni mają większy wpływ na odbicie. Jeśli powierzchnia materiału jest nierówna, wyboista lub obca, podczas gięcia będzie generowana koncentracja naprężeń, co ma większy wpływ na odbicie. (3) Względny promień gięcia R / T (4) Kąt gięcia, im większy kąt gięcia, tym większa powierzchnia odkształcenia i większa wartość odbicia. Ale kąt gięcia nie ma nic wspólnego z wartością odbicia promienia gięcia. (5) Wpływ dokładności sprzętu i prędkości gięcia, na przykład w procesie gięcia części w kształcie litery U, ze względu na różne czynniki, takie jak wielkość tonażu giętarki i prędkość robocza, zmieni się wielkość gięcia.
Witaj! Witamy na stronie internetowej firmy EMAR!
 Polish
Polish » »
» »
 English
English Spanish
Spanish Arabic
Arabic Spanish Basque
Spanish Basque Portuguese
Portuguese Belarusian
Belarusian Japanese
Japanese Russian
Russian Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Persian
Persian Boolean
Boolean Danish
Danish German
German French
French Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Malay
Malay Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese 简体中文
简体中文 Haitian Creole
Haitian Creole