

 English
English Spanish
Spanish Arabic
Arabic French
French Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

Introdução do processo: A estampagem de metal é um método de processamento de metal baseado na deformação plástica do metal. Utiliza moldes e equipamentos de estampagem para aplicar pressão à chapa metálica, causando deformação plástica ou separação da chapa metálica, obtendo assim peças (peças estampadas) com certa forma, tamanho e desempenho. A tecnologia de estampagem desempenha um papel importante no processo de fabricação de corpos automotivos.
O carimbo de metal pode ser usado para processar formas metálicas côncavas rasas, e os requisitos de processamento para moldes são relativamente altos, e este processo é adequado apenas para produção em grande escala. Este processo tem alta precisão no processamento e não há mudança significativa na espessura do material. Quando a relação entre profundidade e diâmetro diminui, o processo de usinagem é muito semelhante ao desenho profundo, e nenhum desses processos de usinagem reduz significativamente a espessura do material.
A produção em massa de peças requer o uso abrangente de múltiplos processos de conformação e corte com base em ferramentas progressivas. Uma série de moldes são essenciais no processamento rápido. Durante o processo de usinagem de peças, às vezes é necessário realizar uma segunda operação nas peças previamente formadas. Algumas peças podem exigir 5 ou mais operações, o que reflete a quantidade de processos. Este processo pode processar folhas de metal em formas cilíndricas, cônicas e hemisféricas. A combinação frequente de estampagem e prensagem no processo dá a todo o projeto uma ampla gama de opções, como ao usinar bordas de flange, rodas assimétricas e formas com perfurações, as características distintivas deste processo são proeminentes.
Descrição técnica 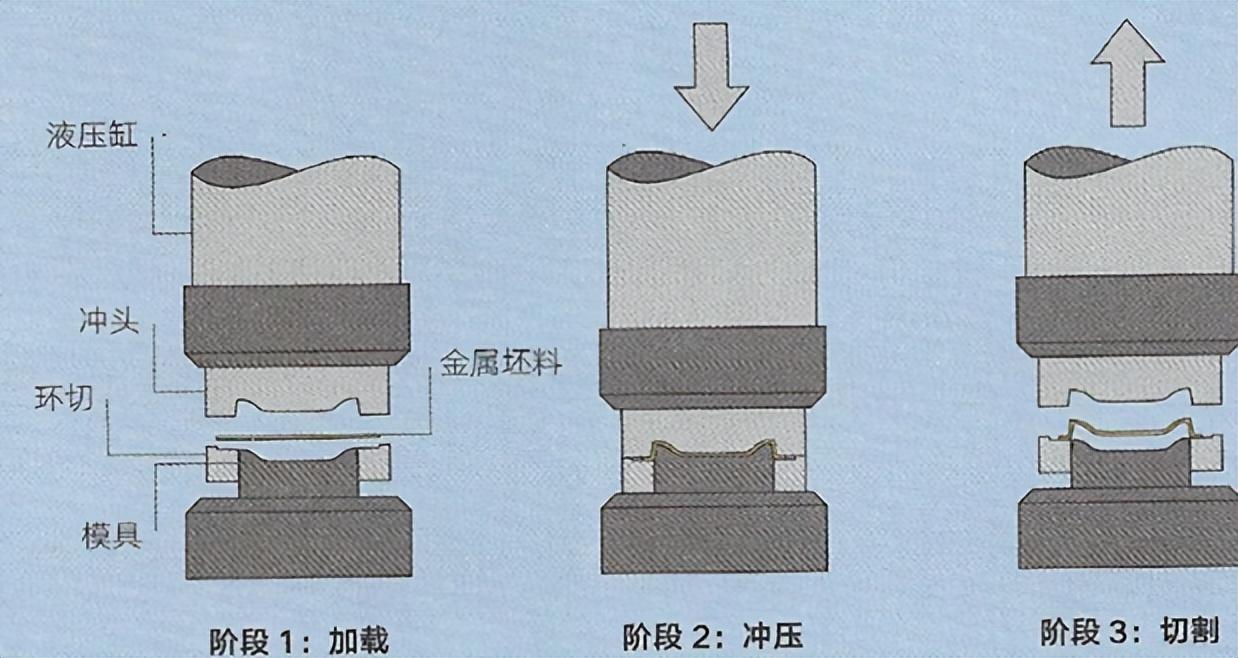
Estampagem de metal é um processo específico realizado em uma máquina de perfuração, que transfere energia para o perfurador através de um cilindro hidráulico ou dispositivo mecânico (como uma prensa de came). Em geral, os cilindros hidráulicos são escolhidos porque têm pressão uniforme durante todo o ciclo de estampagem, e aqueles que usam dispositivos mecânicos também têm um lugar na indústria de processamento de metais.
Perfuradores e moldes são especializados e geralmente realizam apenas uma única operação de formação ou perfuração. Em operação, tarugos de metal são geralmente carregados na bancada de trabalho. Em seguida, aperte o soco e complete o processo de formação da peça em um curso.
Depois que a moldagem é concluída, o stripper move-se para cima e ejeta a peça, ponto em que a peça é removida. Às vezes, a formação de peças é um processo contínuo e, após o processamento, também precisa passar por um processo de estampagem. Isto é comumente conhecido como o processo contínuo de processamento e formação de moldes.
Sob essas condições de processamento, as peças metálicas processadas são transferidas para a próxima etapa de processamento na bancada de trabalho. Este processo pode ser operado manualmente ou através de faixas de transferência. A maioria dos sistemas é automatizada e mantém altas velocidades de processamento. O próximo passo pode envolver processamento de pressão, estampagem, curling ou outro processamento secundário.
A aplicação típica do processamento de estampagem é muito extensa. A grande maioria dos processos de processamento de metais em grande escala na indústria automotiva são estampagem ou extrusão, incluindo carrocerias de automóveis, revestimentos de portas e guarnição.
Este processo é usado para o processamento de corpos de câmera de metal, telefones celulares, carcaças de TV, eletrodomésticos e MP3 players. Equipamentos de cozinha e escritório, ferramentas e facas também usam esse processo. A forma externa e a estrutura interna das peças podem ser processadas usando este processo.
A produção em pequenos lotes de peças usando processos relacionados é conseguida através do Processamento de chapas metálicas, fiação de metal ou dobra formando. Esses processos podem produzir formas semelhantes à estampagem de metal, mas exigem habilidades trabalhistas relativamente altas.
Embora os processos de estampagem e desenho profundo sejam semelhantes, ainda existem diferenças significativas. Quando a profundidade da peça é maior que 1/2 do diâmetro, a peça deve ser alongada para reduzir a espessura da parede. Isso requer operação gradual e lenta para evitar alongamento excessivo e rasgo do material.
A formação superplástica pode usar operações simples para produzir peças maiores e mais profundas. No entanto, este processamento é limitado ao alumínio, magnésio e titânio, pois requer que o material tenha superplasticidade.
Os perfis metálicos formados pela qualidade de processamento combinam a ductilidade e a resistência dos materiais metálicos das peças, aumentando a rigidez e o brilho.
Se os requisitos de efeito de superfície não forem particularmente rigorosos, as peças só precisam ser ligeiramente tratadas com rebarbas após a deformação. O jateamento de areia é usado para reduzir a rugosidade da superfície. As peças também podem ser processadas por pulverização de pó, pintura ou galvanoplastia.
Estes são métodos para fabricação rápida e precisa de formas côncavas rasas usando chapa metálica. Círculos, quadrados e polígonos podem usar esse processo.
As peças de paredes finas podem aumentar a força das peças adicionando nervuras, e isso pode reduzir o peso e os custos de processamento. Escolher um molde adequado pode processar perfis com curvas compostas e superfícies complexas. Um processo semelhante para concluir este trabalho é o processamento de chapas metálicas, mas requer trabalhadores altamente qualificados. Moldes macios podem ser aplicados ao processamento de chapas metálicas e estampagem de metal. Um lado deste molde é feito de borracha rígida, que pode aplicar pressão suficiente para formar um tarugo de metal no perfurador.
Considerações de projeto: A estampagem é realizada em um eixo vertical. Portanto, o ângulo côncavo é formado na segunda estampagem. O carimbo secundário inclui deformação de pressão, extensão de corte e ondulação.
A primeira operação de estampagem só pode reduzir o diâmetro do material defeituoso em 30%. A operação contínua pode reduzir o diâmetro em 20%. Isto significa que o processamento de algumas peças requer um certo número de estampagem contínua.
Na tecnologia de desenho profundo, o processo é muitas vezes limitado pela capacidade de processamento da máquina. O tamanho da cama da máquina determina o tamanho do tarugo e o curso determina o comprimento de alongamento. O ciclo de processamento é determinado pelo curso e pela complexidade das peças.
A espessura do aço inoxidável estampado varia de 0,4 a 2mm, e é possível processar placas espessas de até 6mm, mas será afetada pela forma e forma.
Muitas chapas de metal, como aço carbono, aço inoxidável, alumínio, magnésio, tigela, cobre, latão e zinco, podem ser processadas usando este processo.
O custo de processamento é relativamente alto devido à necessidade de moldes metálicos de alta resistência durante o processamento. Moldes de borracha semi-rígidos têm custos mais baixos, mas ainda exigem ferramentas metálicas unilaterais e são adequados apenas para produção em pequenos lotes.
O ciclo de processamento é muito curto, e 1 a 100 peças podem ser processadas dentro de 1 minuto. Substituir e configurar moldes requer uma certa quantidade de tempo.
O custo do trabalho é relativamente baixo devido ao alto grau de automação. O polimento e o polimento aumentarão significativamente os custos trabalhistas.










