English
English Spanish
Spanish Arabic
Arabic French
French Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque

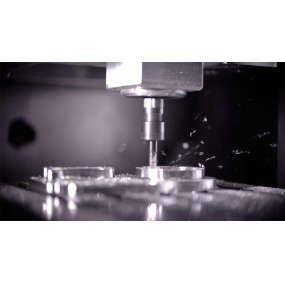
Quais são os recursos exclusivos da tecnologia de usinagem de controle numérico CNC?
A tecnologia de usinagem de controle numérico CNC é um tipo de usinagem, mas também está em conformidade com a lei de usinagem e corte, e a tecnologia de processamento é geralmente a mesma das máquinas-ferramentas comuns. Por ser uma usinagem automatizada que aplica tecnologia de controle por computador à usinagem, ela tem as características de alta eficiência de processamento e alta precisão. A tecnologia de processamento tem seus próprios recursos exclusivos. O processo é mais complicado e a disposição da etapa de trabalho é mais detalhada e meticulosa.
O processo de usinagem de controle numérico CNC inclui a seleção de ferramentas, a determinação dos parâmetros de corte e o projeto da rota do processo de corte. O processo de usinagem de controle numérico CNC é a base e o núcleo da programação de controle numérico. Somente quando o processo é razoável pode ser compilado um programa de controle numérico de alta eficiência e alta qualidade. Os padrões para medir a qualidade dos programas de controle numérico são: tempo mínimo de usinagem, perda mínima de ferramenta e a melhor peça de trabalho.
O processo de usinagem de controle numérico é uma parte do processo de usinagem geral da peça de trabalho, ou mesmo um processo. Deve cooperar com outros processos dianteiros e traseiros para finalmente atender aos requisitos de montagem da máquina ou molde geral, de modo a processar peças qualificadas.
Os procedimentos de processamento de controle numérico são geralmente divididos em processamento bruto, processamento de ângulo médio e áspero, etapas de semi-acabamento e acabamento.
O desbaste deve tentar escolher uma faca maior e remover rapidamente uma grande quantidade de material da peça de trabalho com uma grande quantidade de corte, tanto quanto possível, dentro da faixa que a máquina-ferramenta ou ferramenta pode suportar. Para evitar que a vibração de corte durante o desbaste afrouxe a peça de trabalho, a mesa deve ser verificada após o desbaste e a faca deve ser alinhada novamente, se necessário. A faca leve de acabamento do plano de referência pode ser realizada após o desbaste para se preparar para a futura inspeção da mesa de calibração. Para peças com cavidades complexas, devido ao uso de ferramentas maiores para rugosidade, resta uma grande quantidade de margem nos cantos, e uma ferramenta menor do que durante o desbaste deve ser usada para rugosidade secundária ou compensação de ângulos. No caso de uma área de processamento relativamente grande, o semi-acabamento pode ser realizado para reduzir a perda da ferramenta. Para evitar o corte excessivo, as etapas acima devem deixar margem suficiente e, finalmente, realizar o processo de acabamento. Em circunstâncias normais, tente inspecionar a máquina-ferramenta e removê-la após passar no teste e, em seguida, prepare a próxima peça para processamento.