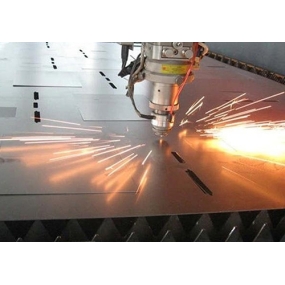
O processo de estampagem de chapas metálicas é adequado para puncionar, esbranquiçar e aparar estruturas de gabinetes, como gabinetes silenciosos e gabinetes de distribuição de energia. Máquina de punção: As máquinas de punção de diferentes toneladas devem ser selecionadas de acordo com a força de punção da peça de trabalho e os moldes usados precisam ser inspecionados antes de poderem ser usados. Implemente estritamente a inspeção da primeira peça, inspeção no local intermediário e revisão da parte traseira; o tamanho do processamento da peça de trabalho deve ser verificado de acordo com os desenhos ou documentos do processo; a borda de punção não deve ser esticada ou dobrada e a altura da rebarba não deve exceder 10% - 15% da espessura do material; a segurança e confiabilidade das propriedades mecânicas e elétricas devem ser verificadas pela execução do teste; as peças a serem processadas devem ser inspecionadas pelo processo anterior antes do processamento; os requisitos técnicos devem ser esclarecidos antes do processamento e os materiais recebidos devem ser verificados quanto a erros; entenda que o molde correspondente é selecionado de acordo com os requisitos de processamento; primeiro, aperte o controle deslizante de punção no ponto morto superior e o módulo superior deve ser carregado na ranhura do cabo do molde deslizante e, em seguida, endireitado e nivelado; aperte os parafusos e os fios superiores e não deve haver espaço entre os Módulo superior e a superfície inferior do controle deslizante; limpe a superfície da cama para remover limpas de óleo e ferro. Coloque o módulo inferior na bancada da máquina de perfuração; jogue o volante ou o volante para costurar o controle deslizante até o ponto morto inferior na matriz inferior, ajuste a altura da biela e faça o traço da matriz apropriado; ajuste a folga da matriz de estampagem para garantir que a folga circundante seja consistente; pressione e alise a placa de pressão do módulo inferior, a almofada de ferro e a placa de matriz inferior devem ter altura igual e o ponto de fixação deve ser simétrico; trave a biela para verificar se a matriz está solta; teste o material de punção para verificar se a seção está limpa, uniforme e consistente; ajuste a placa de acordo com os requisitos de tamanho e defina a referência vertical (frontal e traseira) e a referência horizontal (esquerda e direita); entenda que no processamento do material deve ficar próximo à placa, e Deve ser plana na matriz inferior; preste atenção à direção do processamento ao perfurar e mascarar para evitar perfurações erradas; As peças acabadas devem ser organizadas ordenadamente e rotuladas.
Olá! Bem-vindo ao site da empresa EMAR!
 Portuguese
Portuguese » »
» »
 English
English Spanish
Spanish Arabic
Arabic French
French Belarusian
Belarusian Japanese
Japanese Russian
Russian Malay
Malay Icelandic
Icelandic Bulgarian
Bulgarian Azerbaijani
Azerbaijani Estonian
Estonian Irish
Irish Polish
Polish Persian
Persian Boolean
Boolean Danish
Danish German
German Filipino
Filipino Finnish
Finnish Korean
Korean Dutch
Dutch Galician
Galician Catalan
Catalan Czech
Czech Croatian
Croatian Latin
Latin Latvian
Latvian Romanian
Romanian Maltese
Maltese Macedonian
Macedonian Norwegian
Norwegian Swedish
Swedish Serbian
Serbian Slovak
Slovak Slovenian
Slovenian Swahili
Swahili Thai
Thai Turkish
Turkish Welsh
Welsh Urdu
Urdu Ukrainian
Ukrainian Greek
Greek Hungarian
Hungarian Italian
Italian Yiddish
Yiddish Indonesian
Indonesian Vietnamese
Vietnamese Haitian Creole
Haitian Creole Spanish Basque
Spanish Basque